We hope you found our previous blogs on the Sydney Metro project insightful. If you missed them, check them out.
In this blog, I’d like to share another connection detail we proposed to the structural engineer on the Sydney Metro project
Since this is a metro project, fireproofing sheets are required on steel members as per the structural engineer’s specifications. However, the original connection details provided by the engineer were not feasible interms of installation of fireproofing sheets — they would make installing the fireproofing sheets difficult and time-consuming.
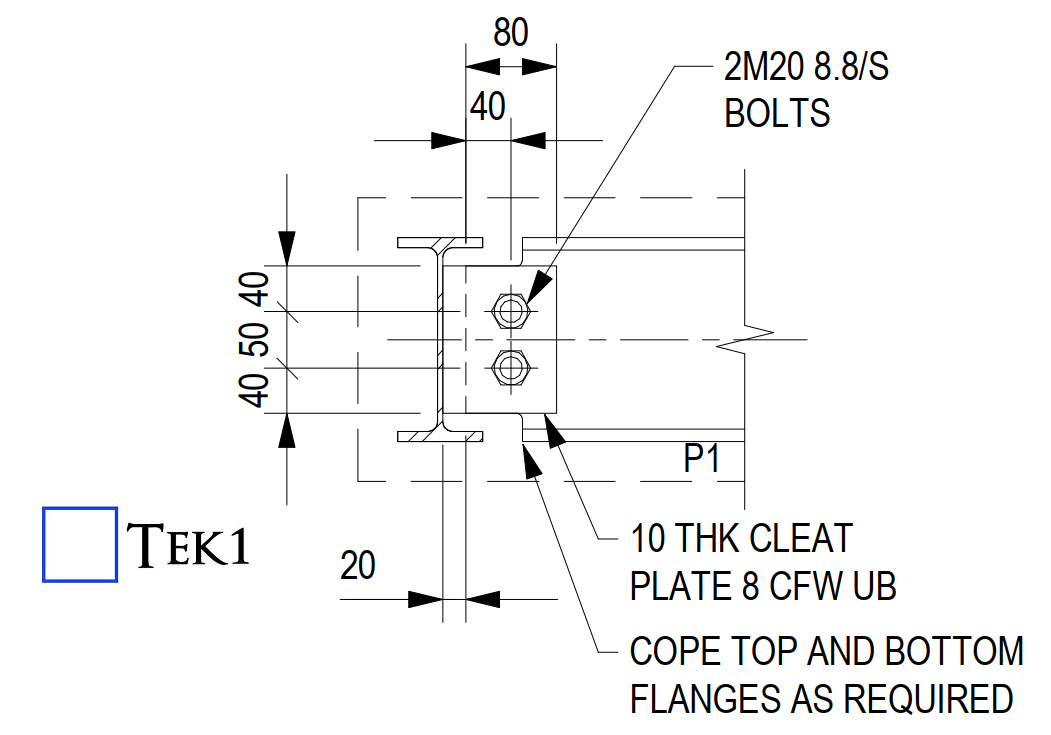
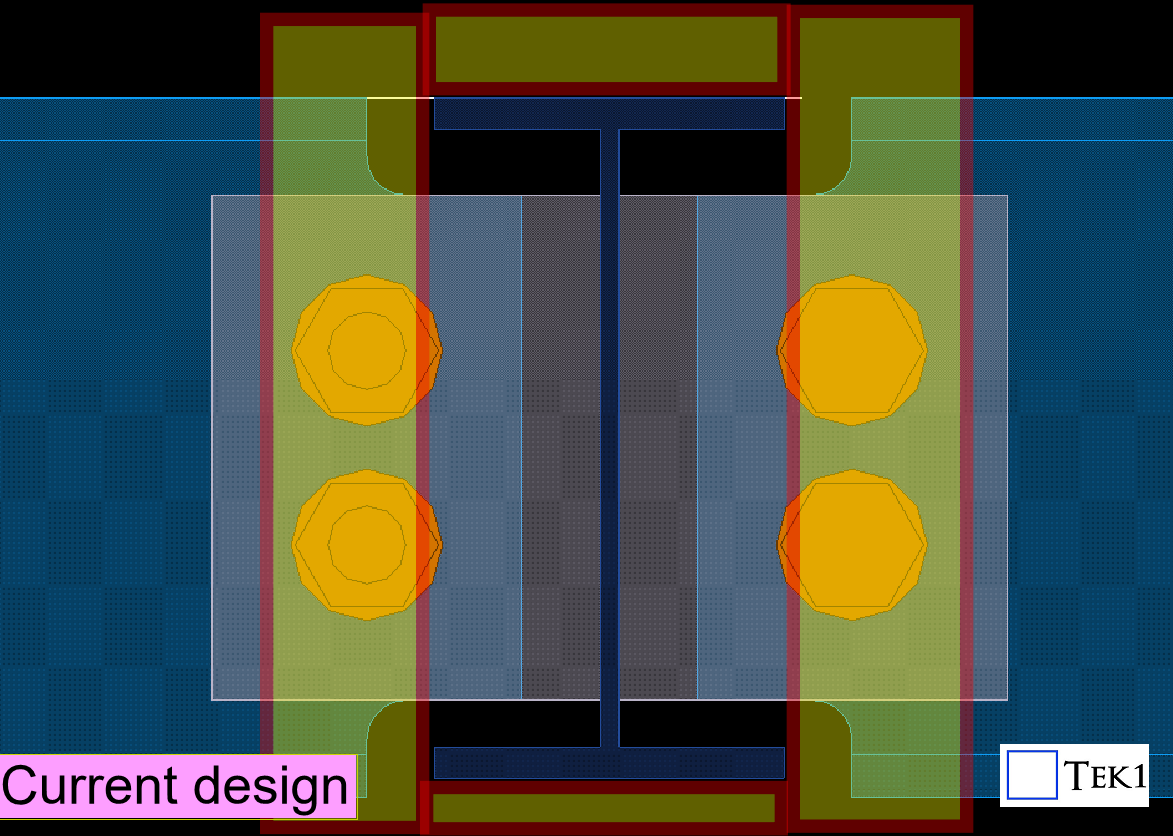
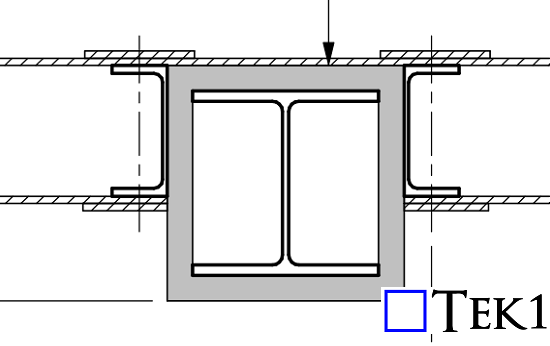
Please see the connection details below. These are the standard connection details typically used for the steel members.
However, applying these as-is may create difficulties during the installation of the fireproofing sheets.
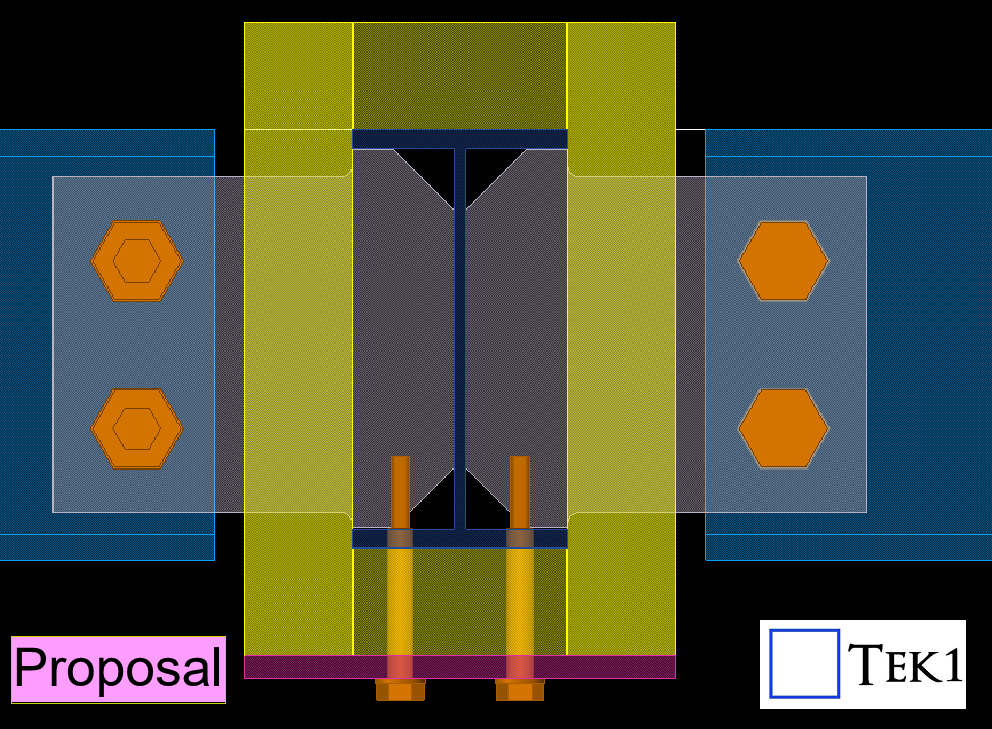
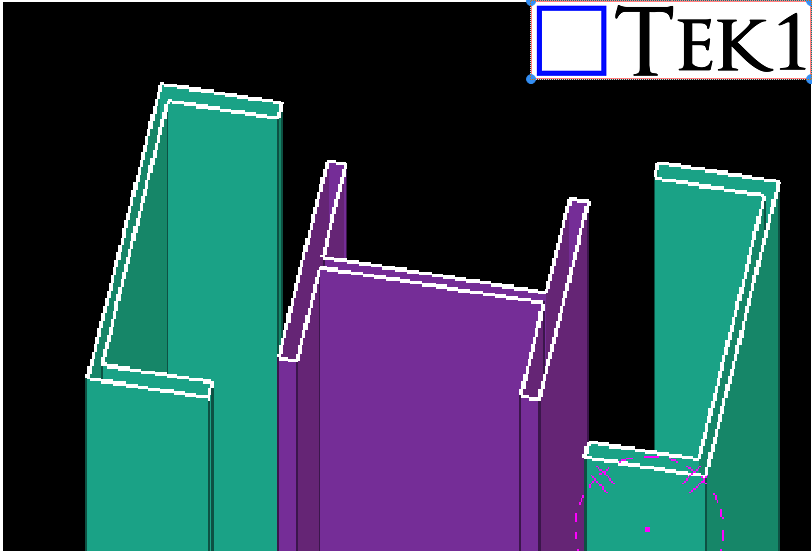
We identified this issue early in the detailing stage and proposed alternate connection details that would allow easier installation of the fireproofing sheets without compromising the structural requirement.
The engineer reviewed our proposal, suggested a few adjustments like thickness changes, and then approved our updated connection details.
Catching these issues early during detailing avoids major headaches later for installers and saves valuable time on-site
Stay with TEK1 for more updates on this sydney metro project
Industry Foundation Classes (IFC) is an open file format developed by Building Smart Alliance. It is an international data exchange standard for exchanging building information across different software platforms. An IFC Model is just a model of a building or a construction project with all geometric, structural, and semantic information.
Key Features of IFC Models:
Open Standard: IFC is vendor-independent, i.e., any software that supports it can be accessed, without regard for the vendor.
Static Data Exchange: It is mostly utilized for data exchange between software tools, data import, and export. For instance, an architect can create a model using Revit and export it as an IFC file, which can then be imported into structural engineering software like Tekla or SAP2000.
Limitation of Real-Time Coordination: IFC files are representations of the model at a specific moment. Changes in one application are not duplicated in another except where the file is re-exported and re-imported.
Use Cases:
Exchange of models between stakeholders with various software.
Ensuring interoperability in interdisciplinary projects (e.g., construction, engineering, and architecture).
Advantages of IFC Models:
Encourages collaboration and interoperability in BIM workflows.
Reduces errors by making sure all stakeholders are working from the same information.
Allows clash detection and coordination between different disciplines.
B. Live Link Model Viewer
A Live Link Model Viewer is software that enables real-time sharing and visualization of BIM models on various software platforms. Unlike IFC models, which are pre-exported static files, a Live Link Model Viewer enables multiple users to work on the same model at the same time using different software programs. Common examples of Live Link Model Viewers are:
Revit Live: A cloud-based collaboration platform by Autodesk.
Trimble Connect: A BIM data management and sharing tool.
Key Features of Live Link Model Viewers:
Real-Time Collaboration: One software application’s changes are reflected immediately in the model viewer and other linked applications.
Dynamic Data Sharing: Unlike static IFC files, Live Link Model Viewers offer dynamic, real-time linking between software applications.
Multi-User Collaboration: Multiple stakeholders can view and edit one model at the same time even though they are in different software.
Use Cases:
Real-time collaboration among architects, engineers, and contractors.
Collaborative design review and clash detection.
Smooth communication between teams working on different software platforms.
Advantages of Live Link Model Viewer Benefits:
Make collaboration more effective and faster.
Eliminate the need for repeated file imports and exports.
Enhance accuracy by getting the entire team to work on the current version of the model.
At TEK1, we believe great detailing is more than just precision—it’s about understanding real-world challenges and turning complexity into clarity.
The Challenge
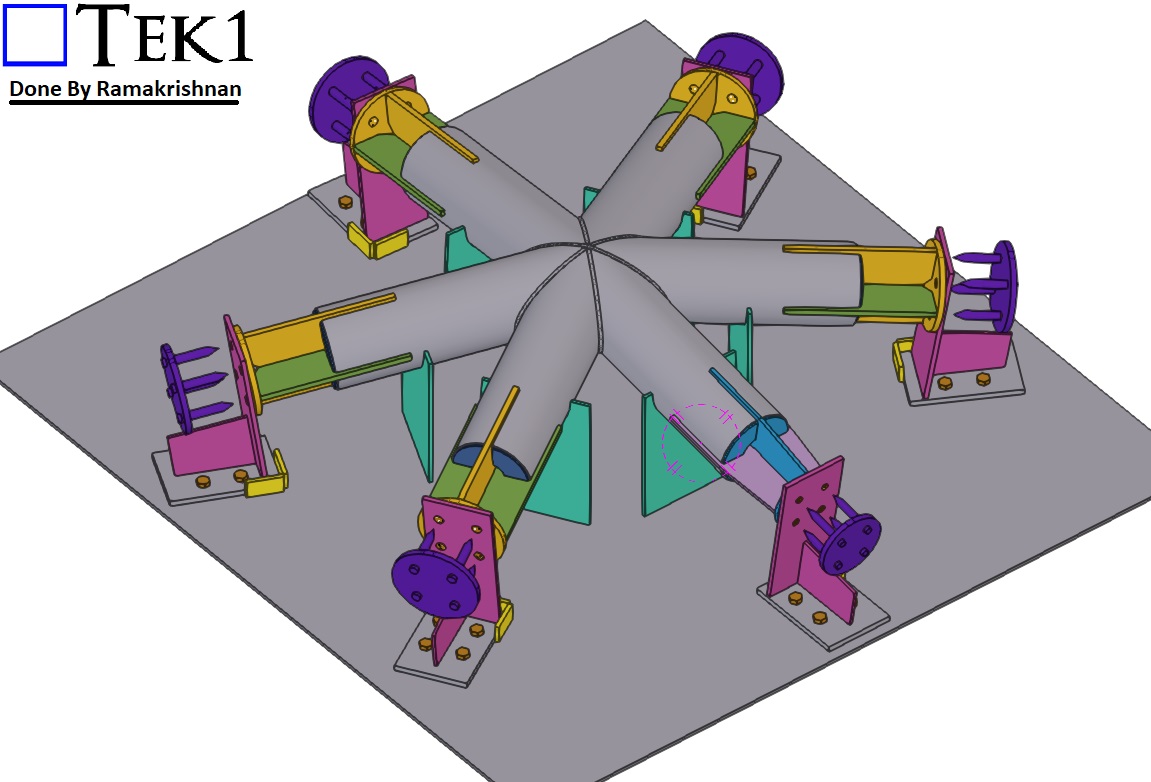
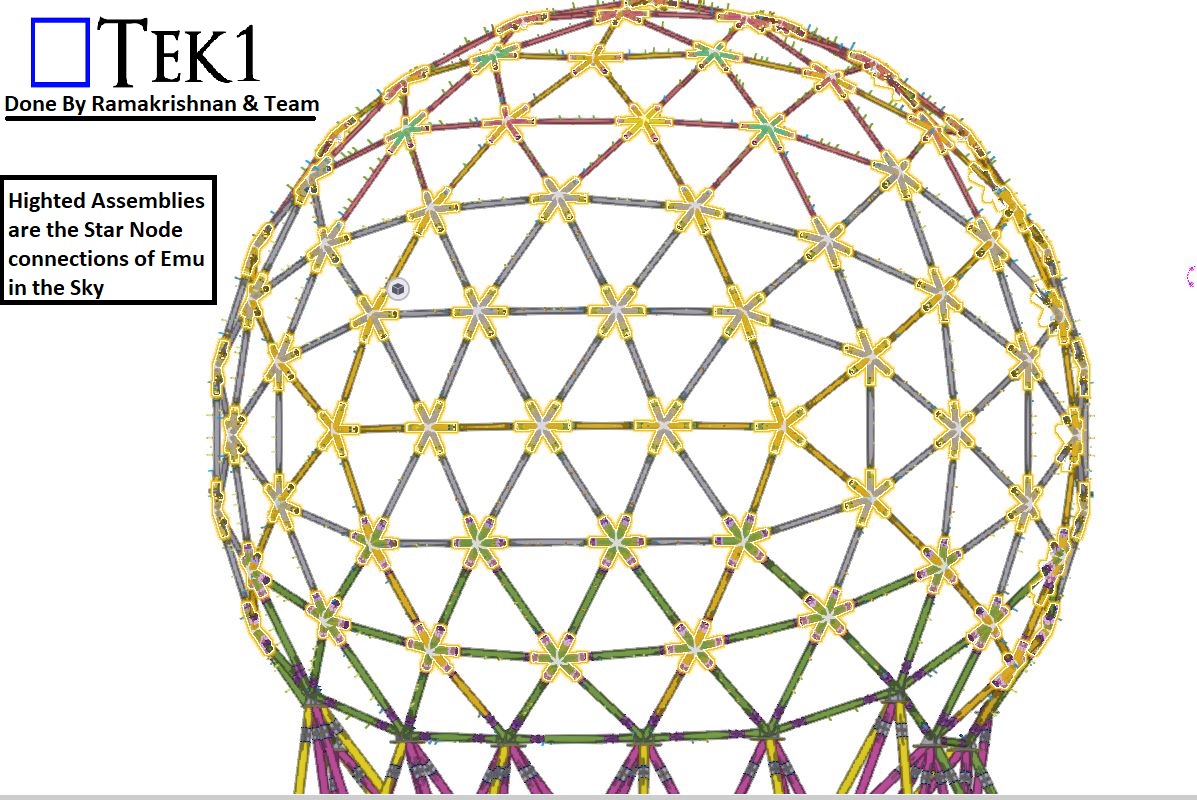
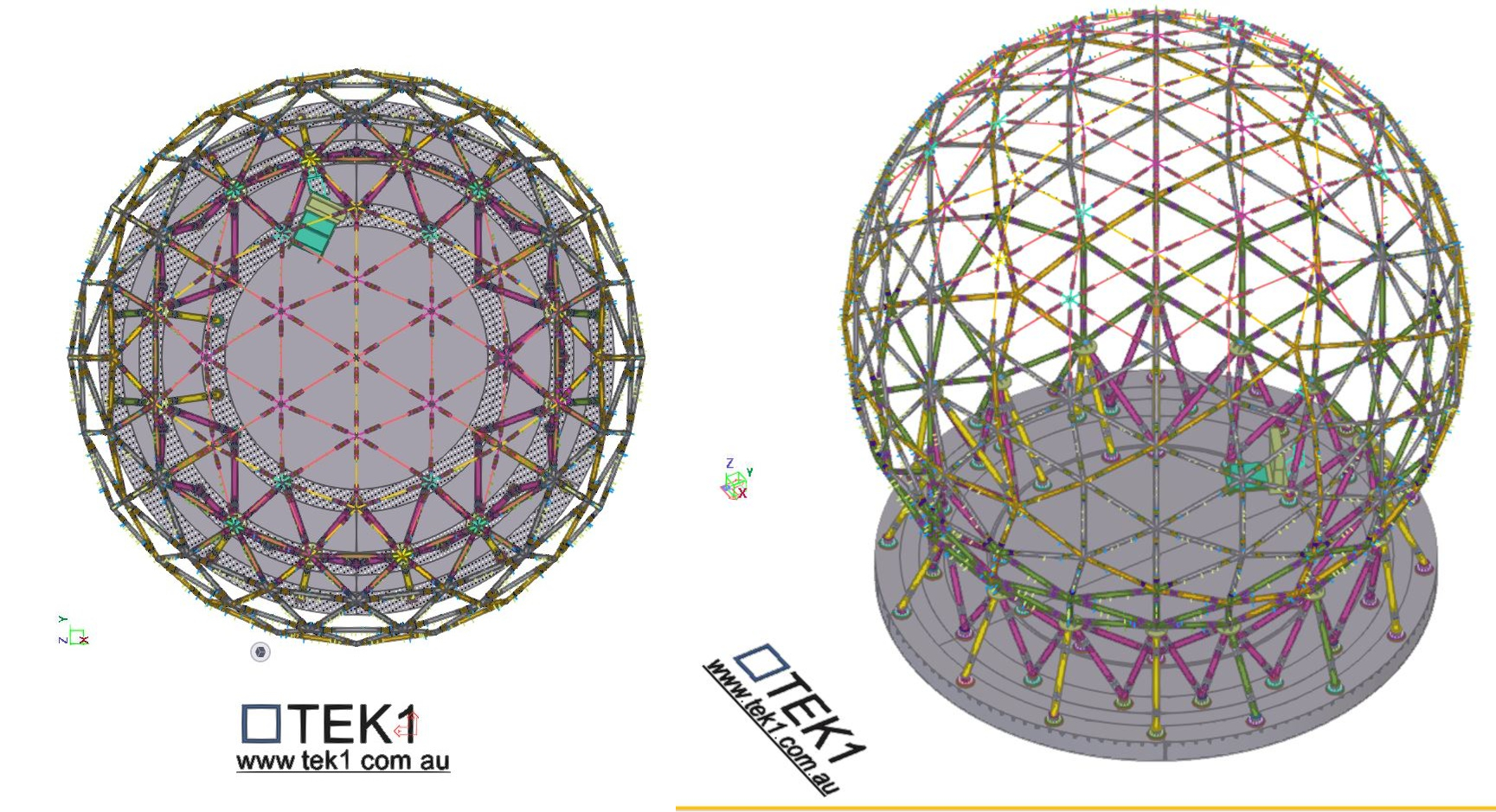
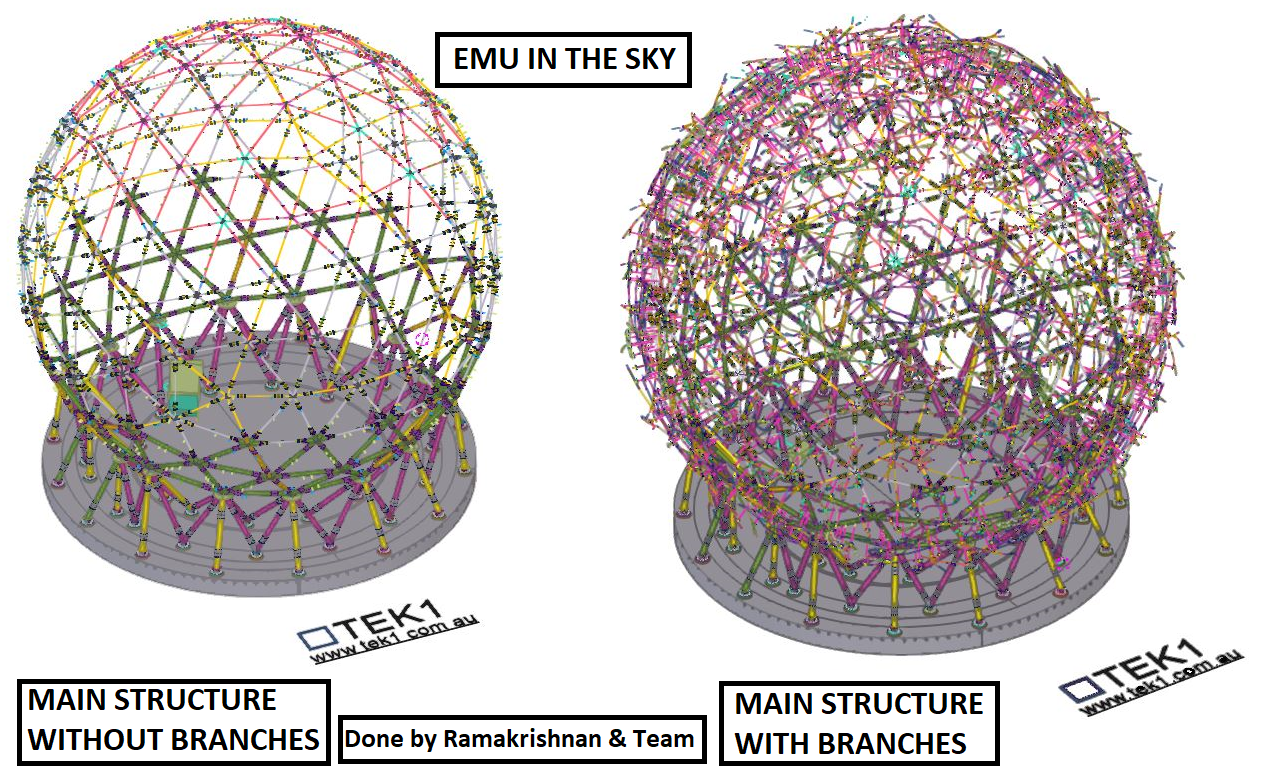
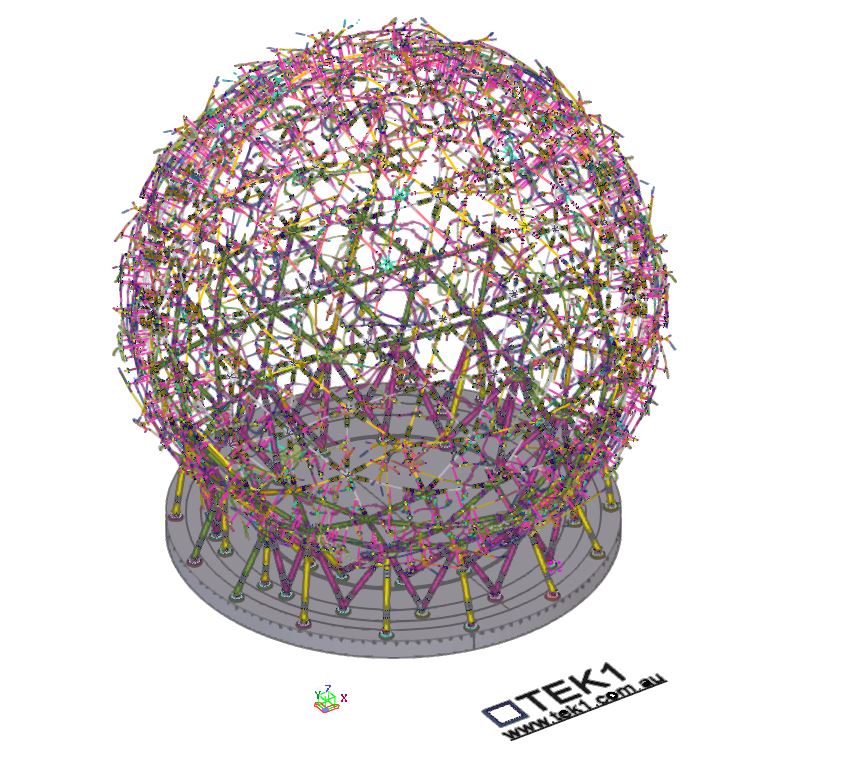
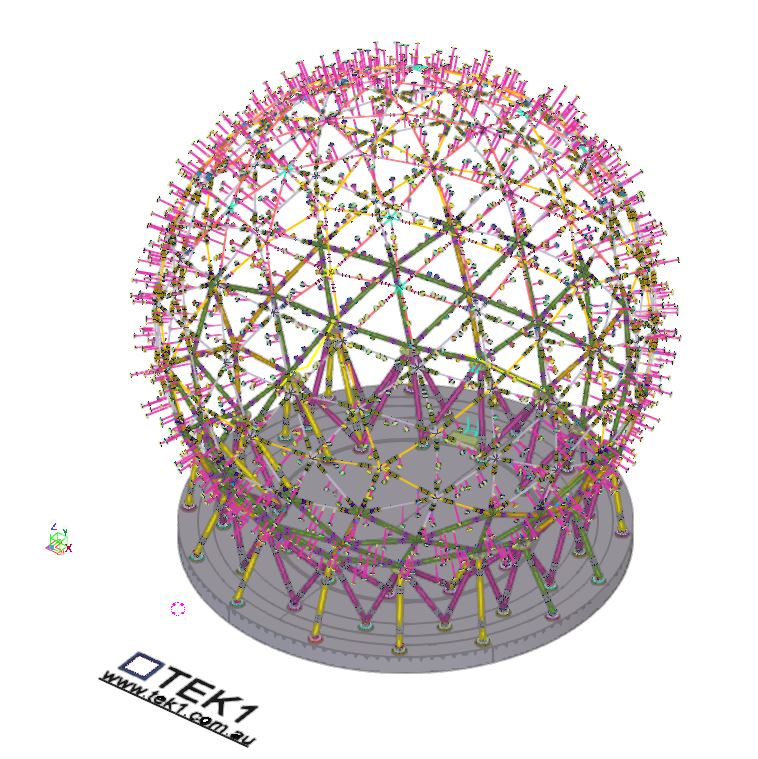
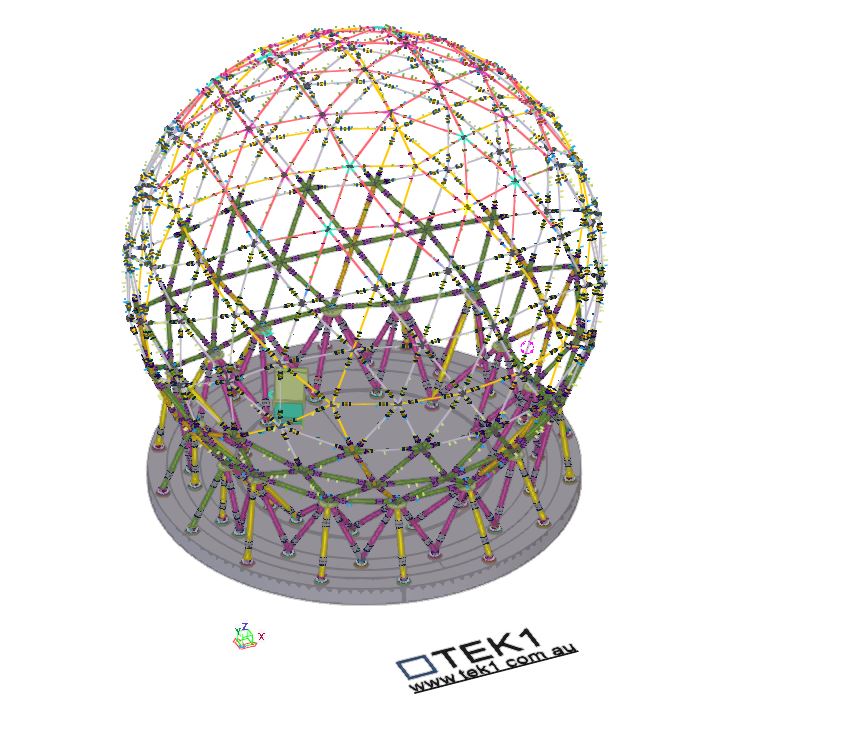
The Great EMU in the Sky project presented one of the most unique and technically demanding structures we’ve ever worked on—a 30-metre-wide globe made up of 128 intricate “star nodes” connecting the bracing members.
These nodes weren’t ordinary joints. Each featured 5 or 6 connection points and came in three different CHS sizes, with every arm set at unique, non-repeating angles.
For the fabrication team, this posed a significant challenge:
128 Complex Star Nodes, each with custom angles
Inconsistent geometries
Time-consuming and difficult to fabricate accurately
Even with precise 3D modelling, the practicality of fabrication was proving to be a serious bottleneck. Something had to change.
The Turning Point
That’s when TEK1 took the initiative.
Rather than simply delivering a model and walking away, we engaged directly with the fabricator to understand the issue from their perspective. We realized that even the most accurate detailing wasn’t enough—what the team needed was smarter, fabrication-friendly solutions.
The Solution
Our detailing team re-engineered how the star nodes were documented, presented, and ultimately fabricated. Key solutions included:
✅ Custom fabrication jig design: We developed a dedicated jig that allowed star nodes to be fabricated with greater ease and precision, regardless of the angle configuration.
✅ Standardized node sub-groups: We grouped similar nodes together to reduce variation and streamline production.
✅ Detailed templates: For common angle types, we provided accurate templates to guide fabrication.
✅ Visual fabrication aids: Clear drawings showing exact cuts, welds, and orientations for every node.
🤝 Stronger collaboration between design and workshop teams
Most importantly, the fabricators were able to work with confidence, knowing each node would come together exactly as intended.
Taking Detailing to the Next Level
This project reinforced one of TEK1’s core values: true excellence in detailing comes not just from precision—but from empathy. When we truly understand the needs of the people building the structure, we unlock practical, buildable solutions.
The Great EMU in the Sky is more than a globe—it’s a powerful example of what happens when detailers and fabricators work together as one team.
📢 Call to Action:
🚀 Have a complex structure or fabrication challenge? Partner with TEK1—where technical expertise meets buildability.
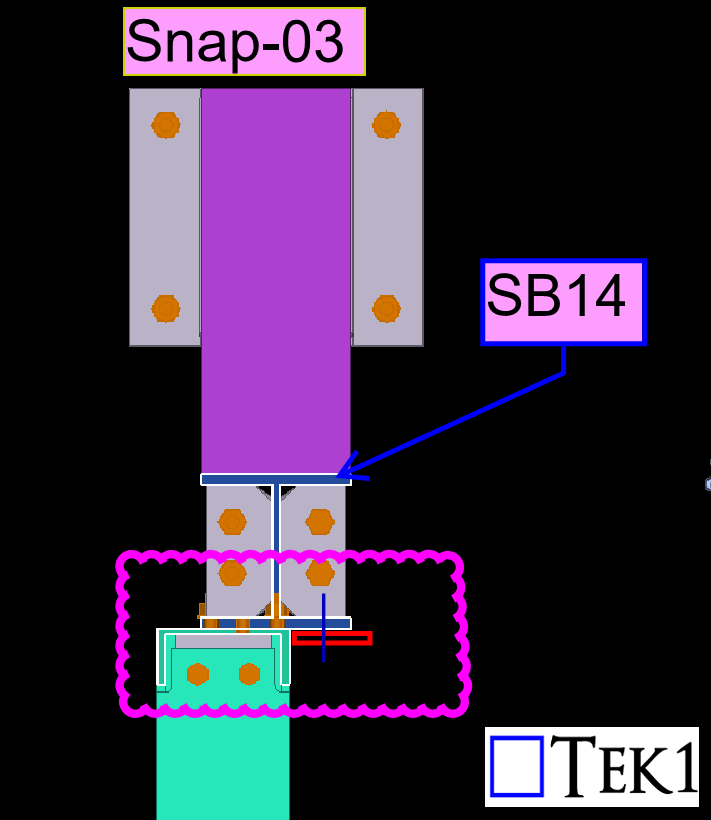
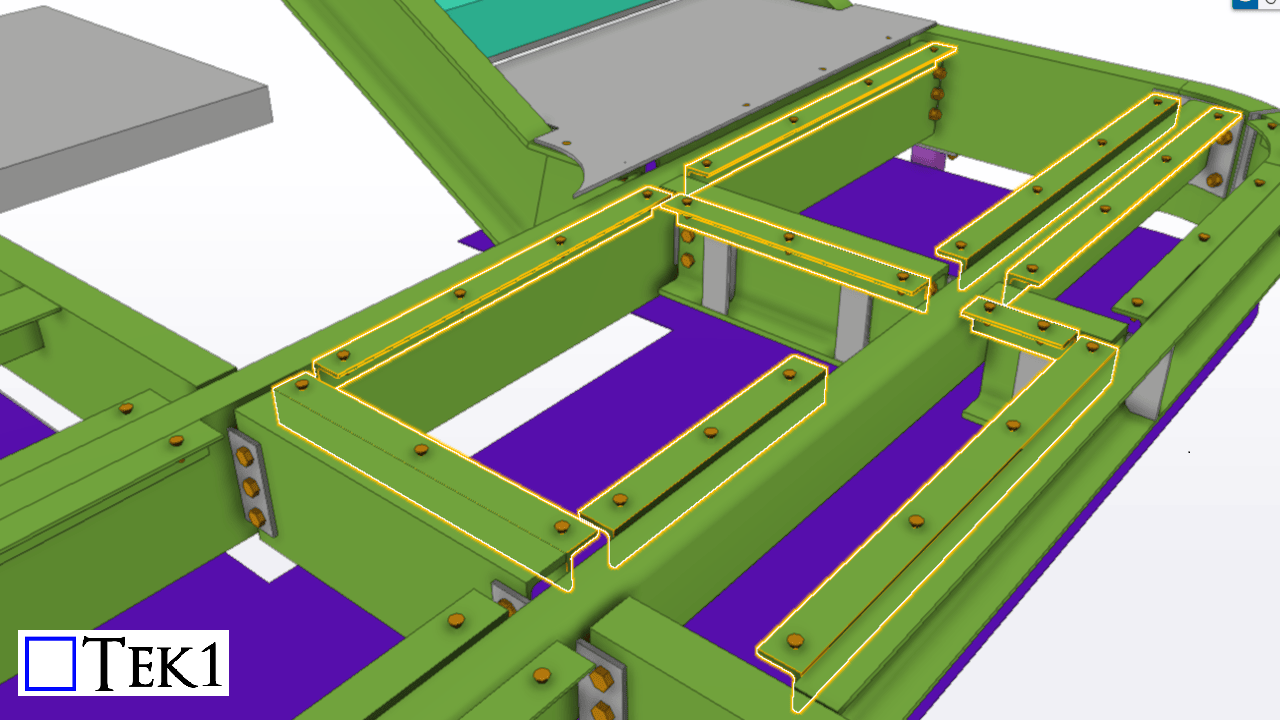
In this blog, we’ll share about a connection detail that we proposed to the engineer.
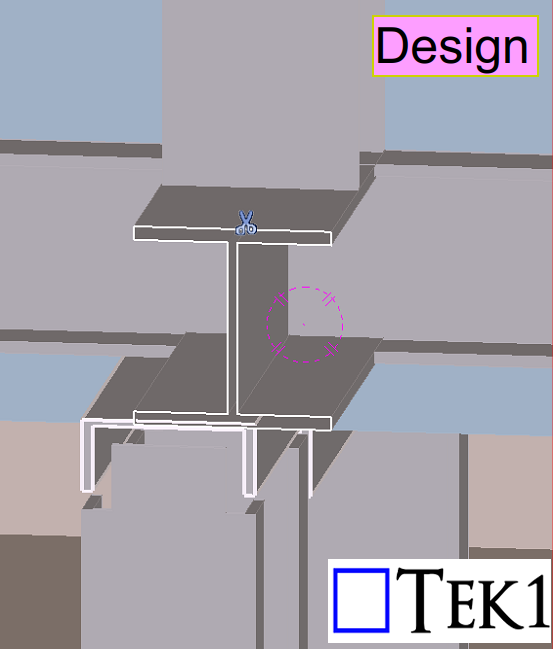
As per the design, a PFC beam needed to be supported by an I-beam above. However, in one location, the PFC beam was offset from the I-beam — and no connection detail was provided for this condition in the design drawings.
To address this, TEK1 proposed adding tab plates to connect the offset PFC beam securely. This solution maintained structural intent while resolving the missing detail.
The structural engineer reviewed our proposal and accepted it.See the below response from the engineer ‘Option shown in snap-03 accepted to maintain 2 bolts at each connection. Additional tab plate to be 80×10 FPBW to PFC. Bolt spacing to follow 140 gauge line of flange of SB14.‘
We go beyond drawings to ensure constructibility, reduce rework, and keep projects moving forward.Stay with TEK1 for more updates on steel detailing challenges and solutions in our upcoming blogs.
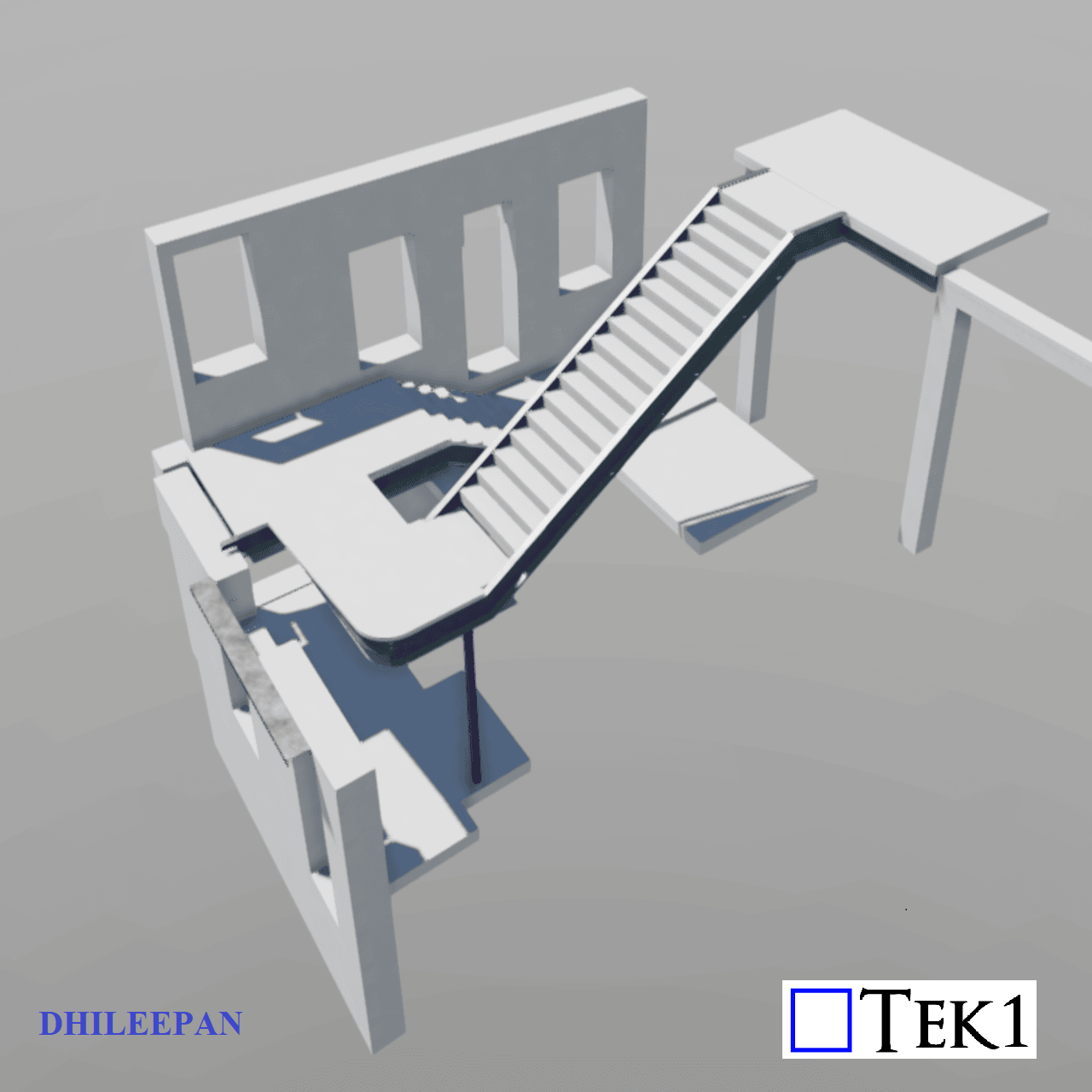
In our previous blogs, we discussed common mistakes that can occur while detailing a stair landing with slopes. You can find the link to the previous blog here: https://www.tek1.com.au/australian-standards/designing-a-multi-level-staircase-common-mistakes-and-key-considerations/
Now, the designers have replaced precast slabs with pavers. Since pavers cannot have varying thicknesses, we were instructed to do something with the steel structure to achieve the required falls. The stair landing system has steel frames, 10mm plates on their top & EA support members to bolt them. The 50mm pavers are placed on top of the 10mm plates.
TEK1 played a key role in designing the modifications, adjusting the steel supports and slopes to achieve the necessary fall. If the required slope were unidirectional, achieving it would be straightforward. However, in this case, the stair turns 180°, and the mid-landing’s fall transitions in three directions.
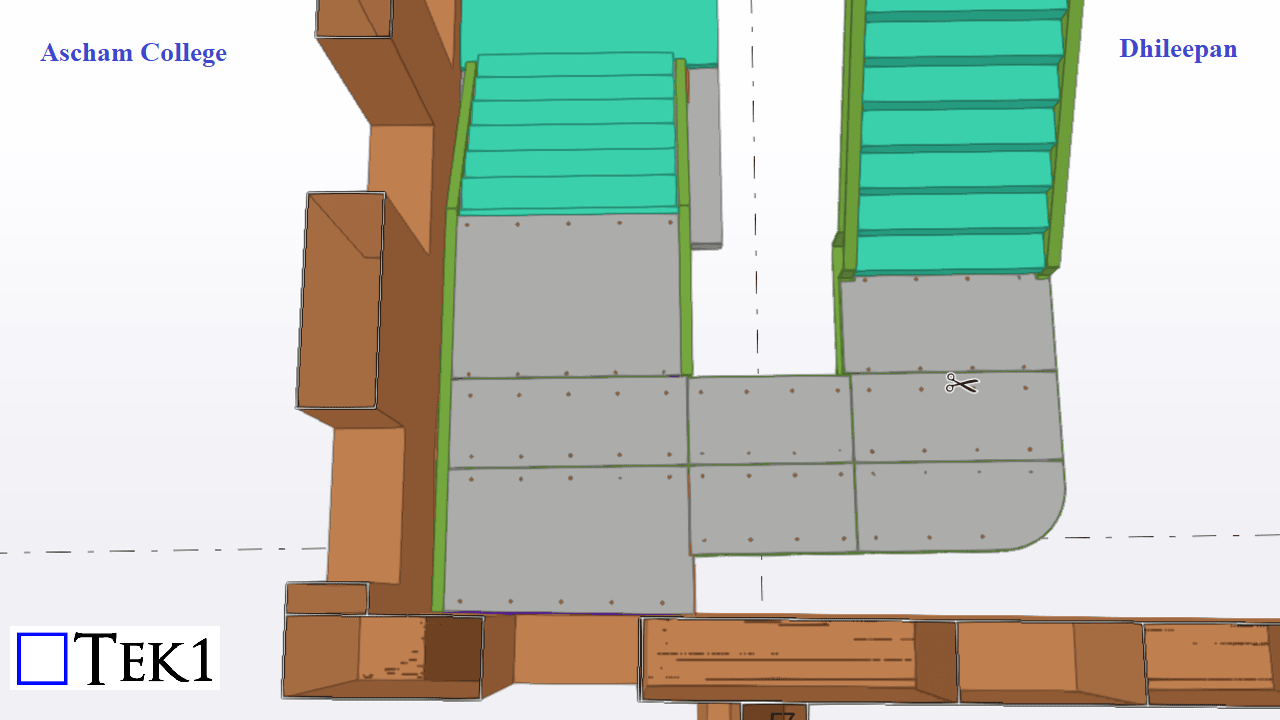
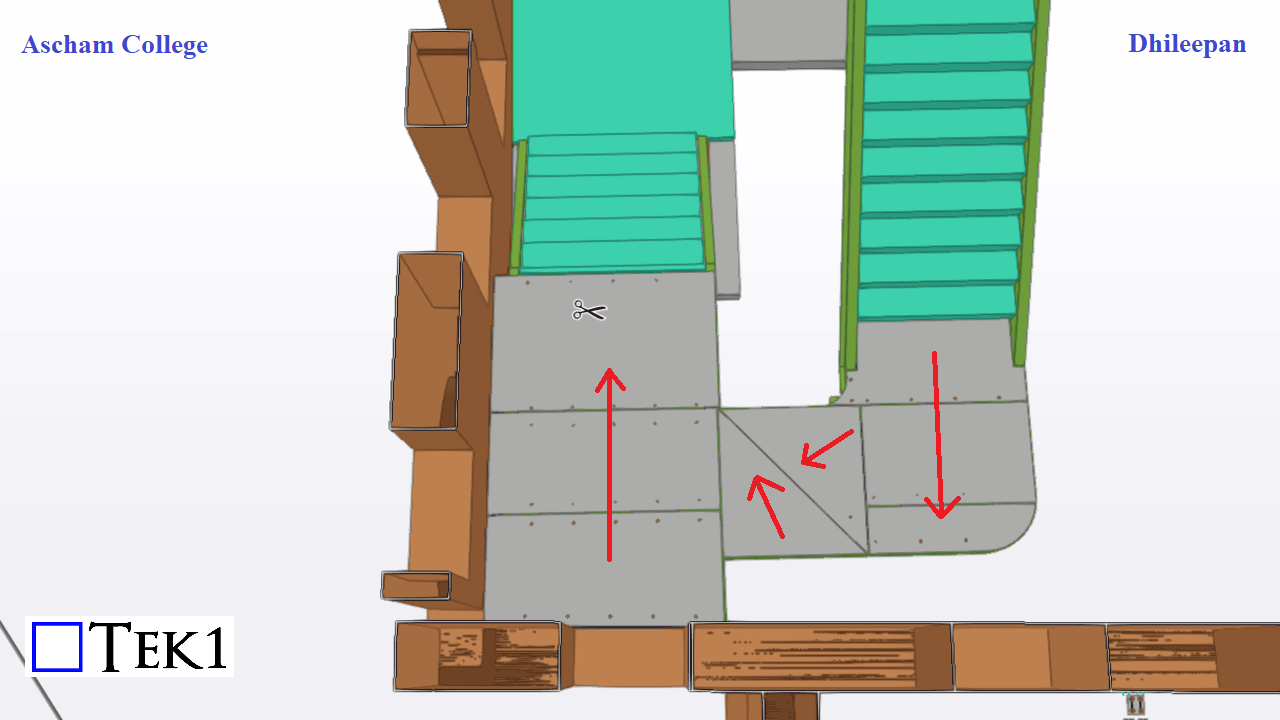
Handling Slope Transitions The landing below Flight-02 and the top of Flight-01 are in opposite 180° directions. A single rectangular plate cannot connect these two slopes seamlessly. To address this, we introduced two triangular plates in the middle to enable a smooth transition between the slope directions.
Structural Adjustments The main steel structural members remain consistent throughout the mid-landing. We adjusted the RL (Reduced Level) and slopes of the EA support members to match the required slope of the 10mm plates that support the pavers.
By implementing these changes, we successfully accommodated the required falls while ensuring structural integrity and proper drainage. This approach maintains a practical and efficient solution when using pavers instead of precast slabs in stair landings.
TEK1 is proud to be part of an iconic project—the ‘Great Emu in the Sky’ sculpture, a monumental 30-meter-high emu nest that will stand as a cultural landmark along Sydney’s M12 Motorway.
A Symbol of Dharug Heritage
The peanic structure celebrates the Dharug Community’s sacred creation story of the Great Emu constellation.
A Landmark Visible from Land & Sky
Positioned for maximum visibility, the sculpture will be seen by:
Road users
Pedestrians
Sydney Metro passengers
Even planes approaching and departing Sydney Airport
Blending Art, Culture & Engineering
The steel artwork will take on different forms depending on the time of day and viewing angles:We look forward to seeing this one-of-a-kind sculpture take its place in Sydney’s landscape, honoring history while welcoming the future.
By day, it will resemble an emu nest, crafted from signature steel “sticks” that reflect the natural landscape and traditional materials of the Dharug people.
By night, it will illuminate and reveal two emu forms, visible only from certain perspectives—mirroring the Great Emu constellation as it shifts throughout the six Aboriginal seasons.
TEK1’s Role in Detailing the Sculpture
A lot of technical challenges were navigated to ensure that this complex structure, could be fabricated and erected, cheaply and efficient. We will document this on our blog if you’re interested.
Please refer to the below video which represents the various stages of on-going erection
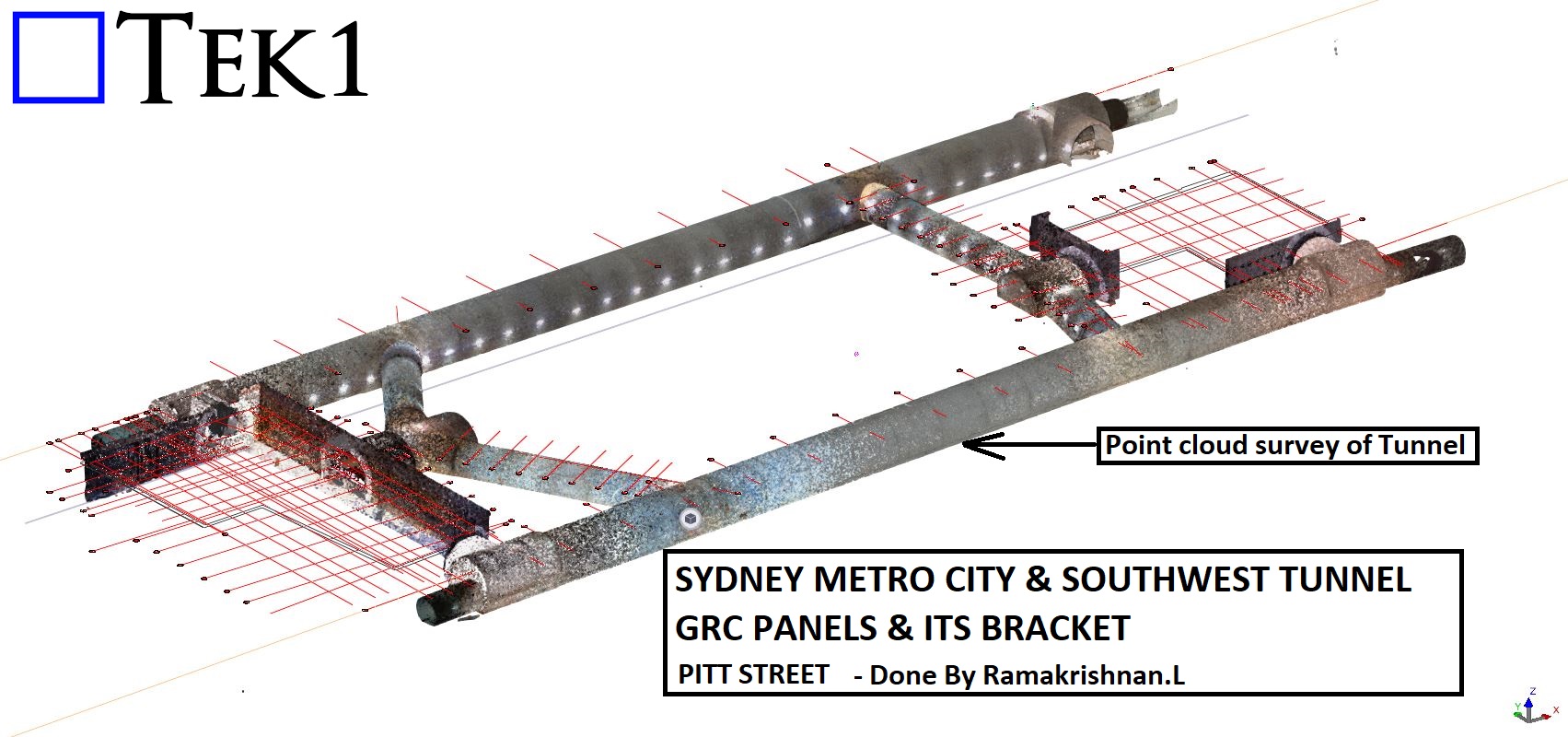
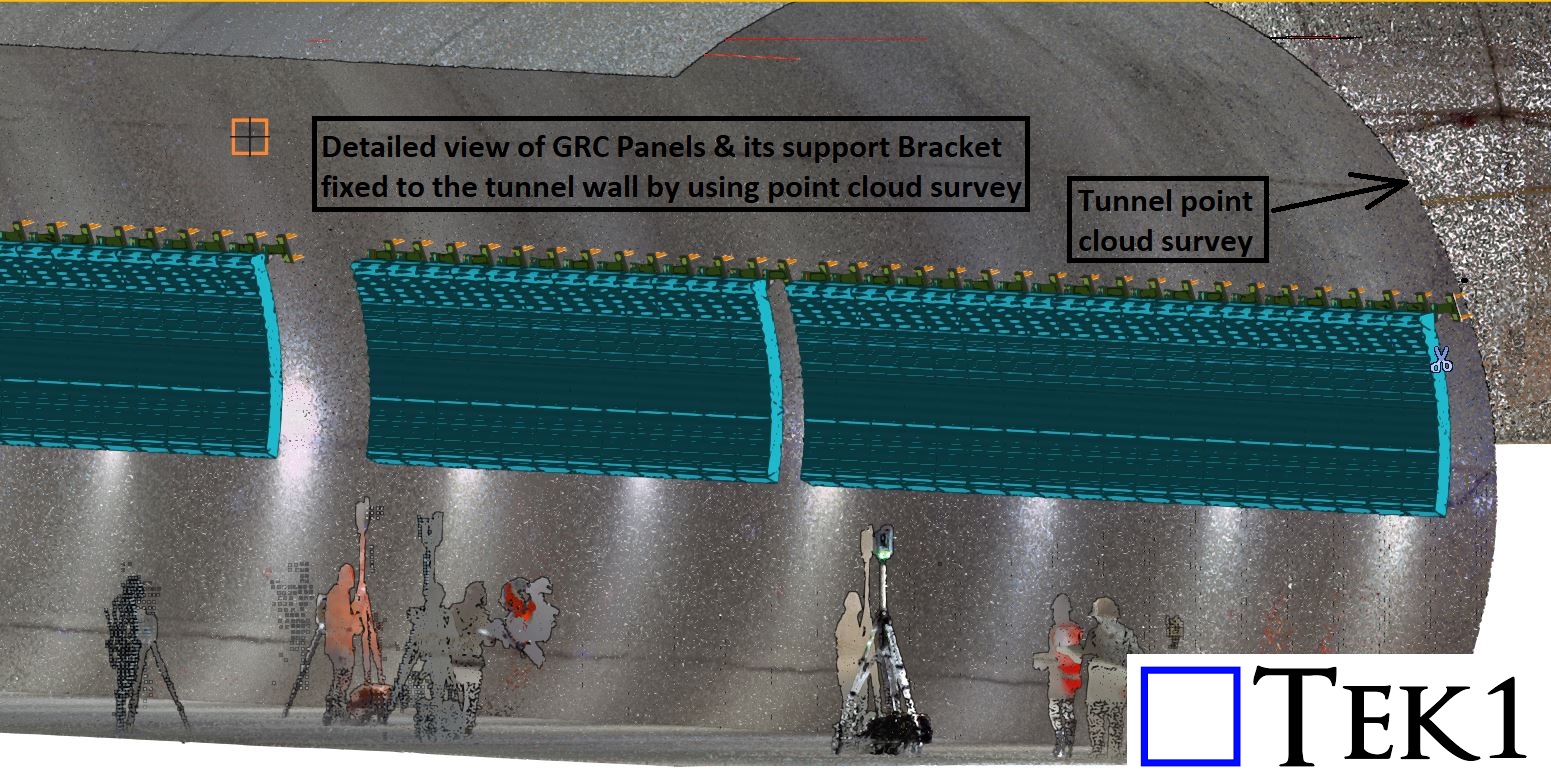
TEK1, we recently had the opportunity to detail GRC panel brackets for a section of the Sydney Metro Tunnel, utilizing a point cloud survey to ensure precise alignment and installation.
Project Overview
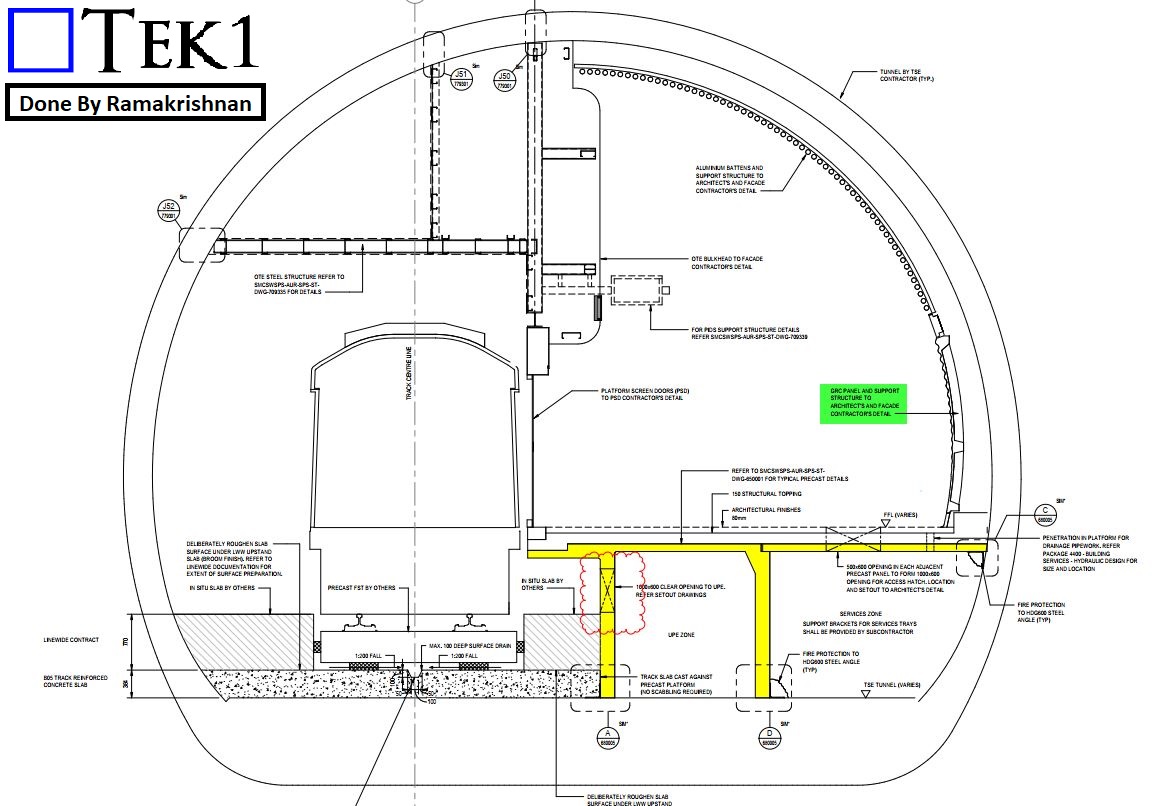
The client provided a point cloud survey of the tunnel, allowing us to accurately determine the placement of GRC panels and their supporting brackets. Since tunnel walls are rarely perfectly straight—often featuring irregularities, ups, and downs—extra attention was required to ensure each bracket was positioned correctly for a seamless fit.
Challenges & Solutions
Efficient Coordination – By leveraging point cloud technology, we minimized potential site adjustments, streamlining the installation process for our client.
As-Built Adjustments – The natural deviations in the tunnel wall’s shape meant that standard placements wouldn’t work. The point cloud data helped us fine-tune the bracket positions to match real-world conditions.
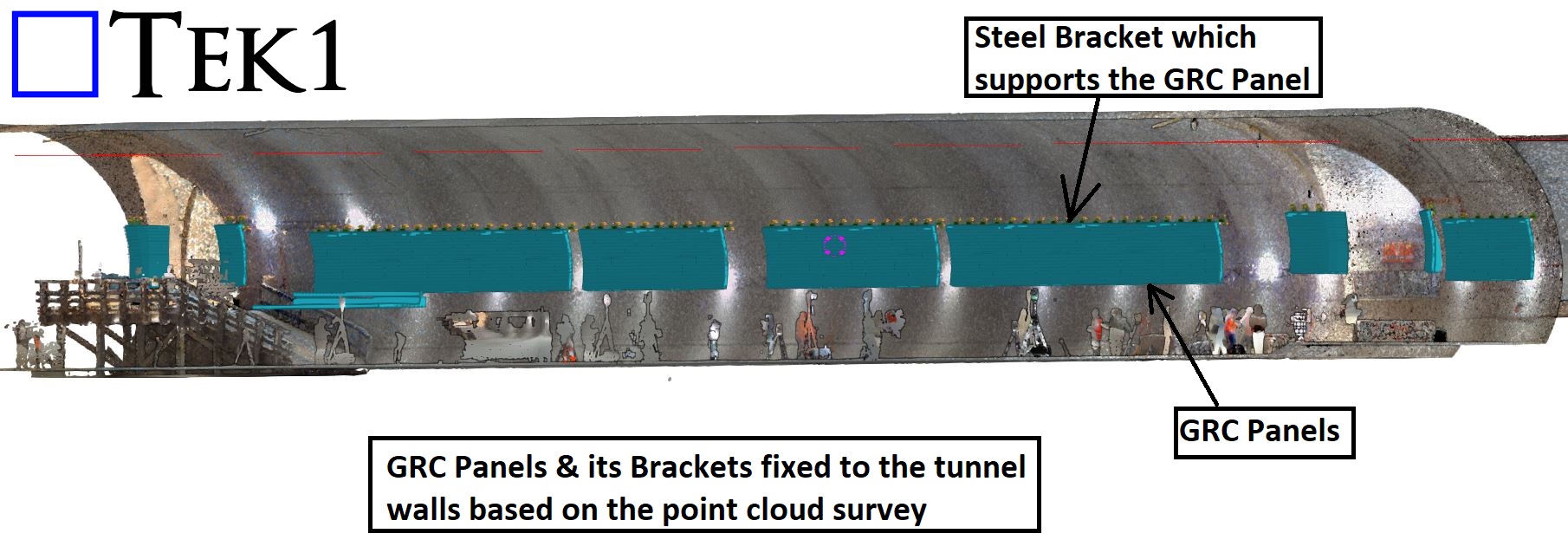
Precision Detailing – Each steel bracket was meticulously detailed to accommodate the GRC panels, ensuring a secure and uniform installation.
Conclusion
Working with as-built tunnel walls requires high accuracy and adaptability, and this project was a great example of how TEK1 effectively integrates advanced technologies like point cloud surveys into our detailing process.
Check out the snapshots below to see how the GRC panels are securely fixed to the tunnel wall using custom steel brackets.
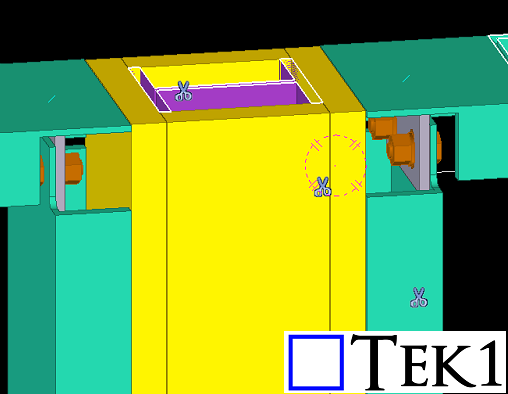
Here we are going to discuss about the member placement issue.
The design specified two PFCs on both sides of a column.Column was surrounded by fireproofing sheets. However, the PFC flanges clashed with the fireproofing sheets, making installation difficult. Additionally, the bolts connecting the PFCs would interfere with the fireproofing.
To resolve this, TEK1 planned a simple yet effective adjustment—changing the orientation of the PFCs. This allowed for seamless fireproofing installation without compromising the structural integrity.
If we have followed the design , then the erection team will have difficulties to provide the fireproofing sheets.By identifying and addressing potential clashes early in the detailing process, TEK1 saved significant time and costs for the client, ensuring a smooth execution on-site.
Stay with TEK1 for more updates on steel detailing challenges and solutions in our upcoming blogs.
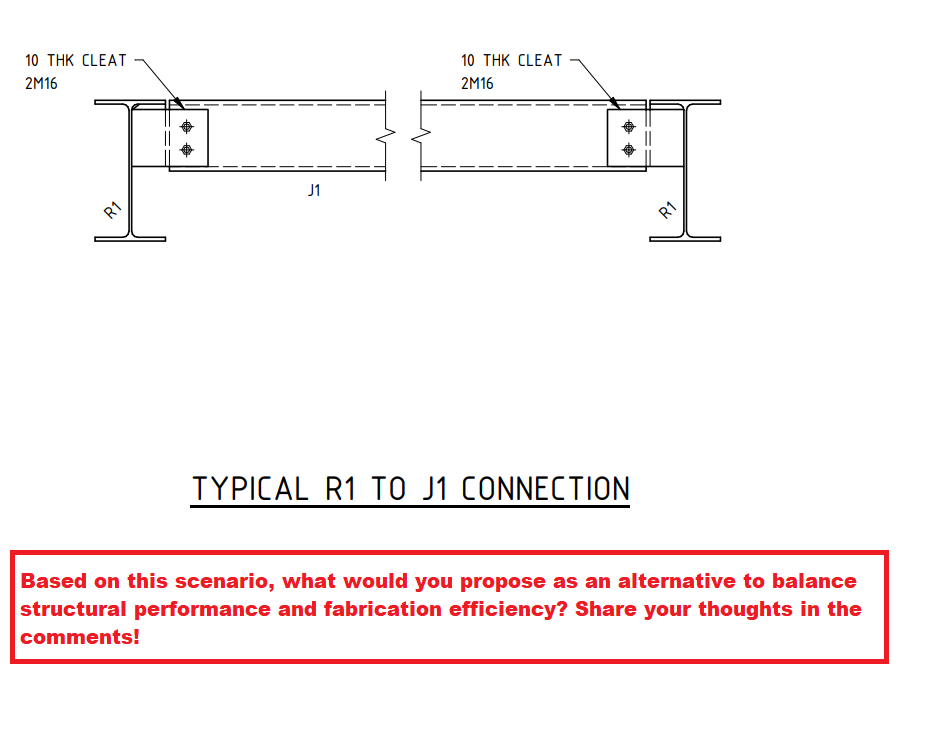
Based on this scenario, what would you propose as an alternative to balance structural performance and fabrication efficiency? Share your thoughts in the comments!
Introduction
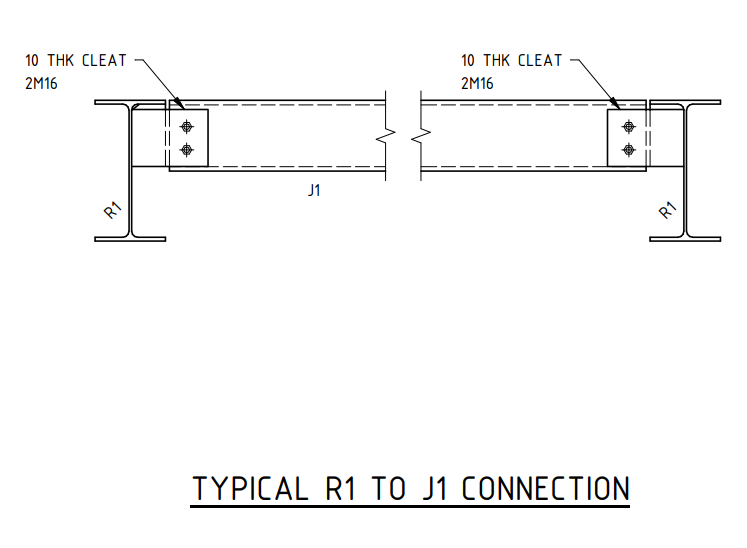
Shear connections play a crucial role in structural steelwork, ensuring the stability and strength of a framework. One common method is the extended shear plate connection, as seen in the R1 to J1 connection detail. However, this method introduces bolt eccentricity, which could impact the overall efficiency of the joint.
The Challenge
In the given design, the PFC (Parallel Flange Channel) shear connection is detailed using an extended shear plate. While this is a standard approach, it inherently results in increased eccentricity due to the offset load transfer through the bolts. This can lead to additional bending moments in the connection, requiring careful consideration in the design phase.
Possible Solution
A potential improvement is to introduce a cope in the PFC section and utilize a simple shear connection instead. This modification would:
Reduce bolt eccentricity
Simplify force transfer
Enhance structural performance
However, this approach was not accepted by the client due to fabrication ease considerations.
Key Learning for Junior Engineers
This case highlights a key engineering principle: design optimization vs. fabrication practicality. While structural efficiency is paramount, practical considerations such as ease of fabrication, cost, and site constraints often dictate final design choices.