Expert Detailing | Sydeny | Melbourne
This blog focuses on a crucial aspect of detailing: collaborating with fabricators and understanding steel profiles.
Structural engineers typically specify steel profiles based on their calculations. However, as detailers, we need to consider two critical factors:
Product Availability: Is the specified material readily available in the market?
Fabrication Feasibility: Can the profile be easily fabricated?
Balancing these factors can save significant time and effort for both fabricators and detailers.
Real-World Example
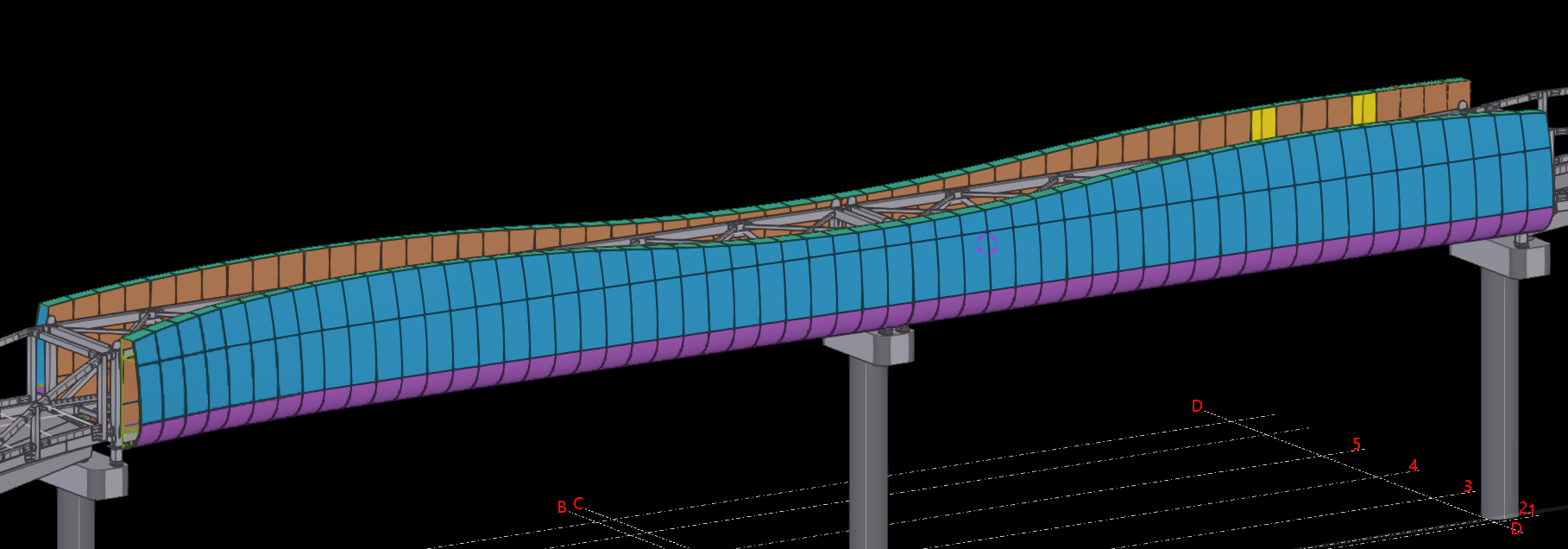
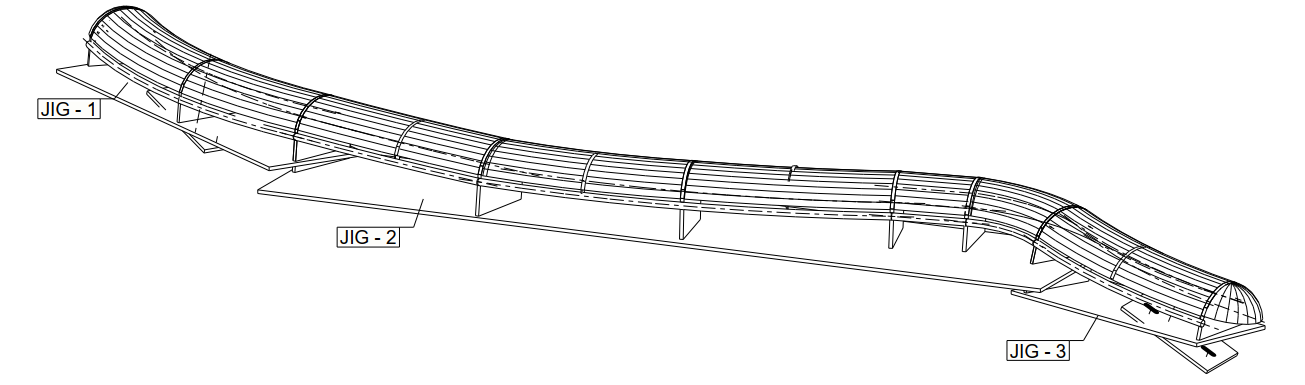
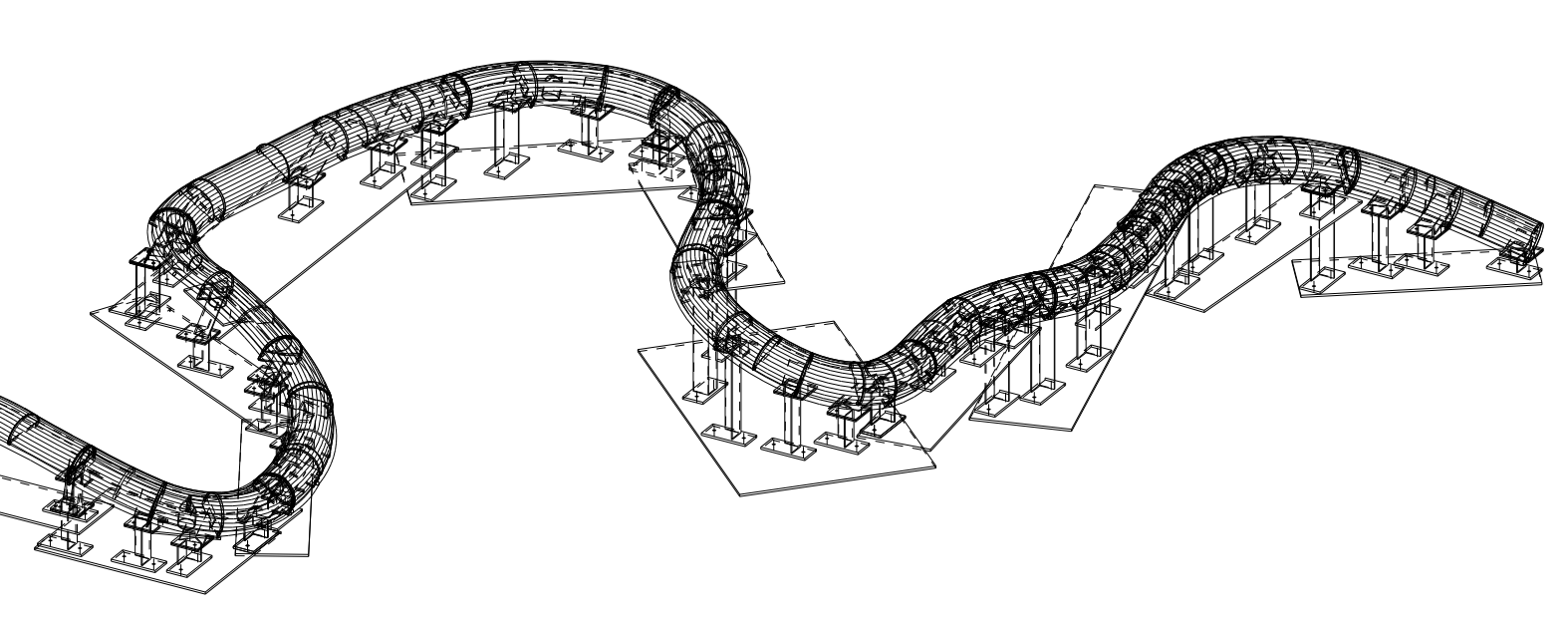
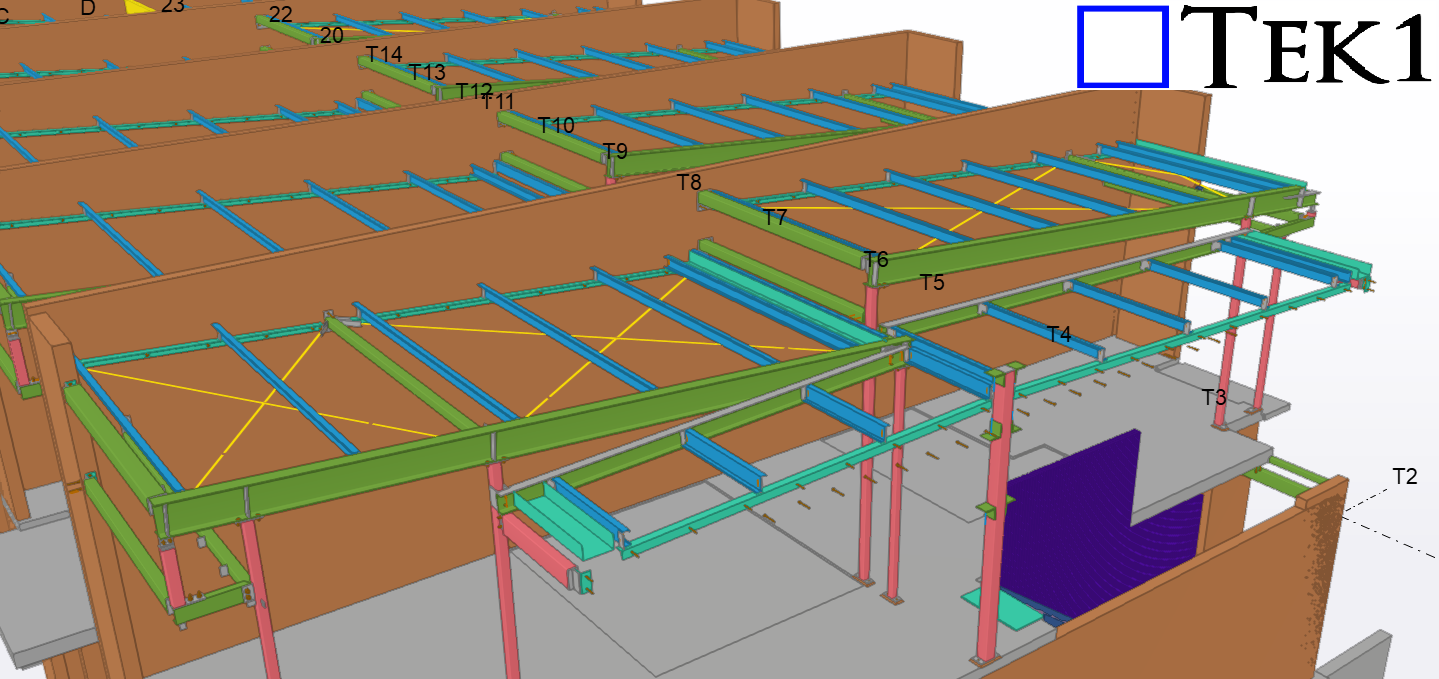
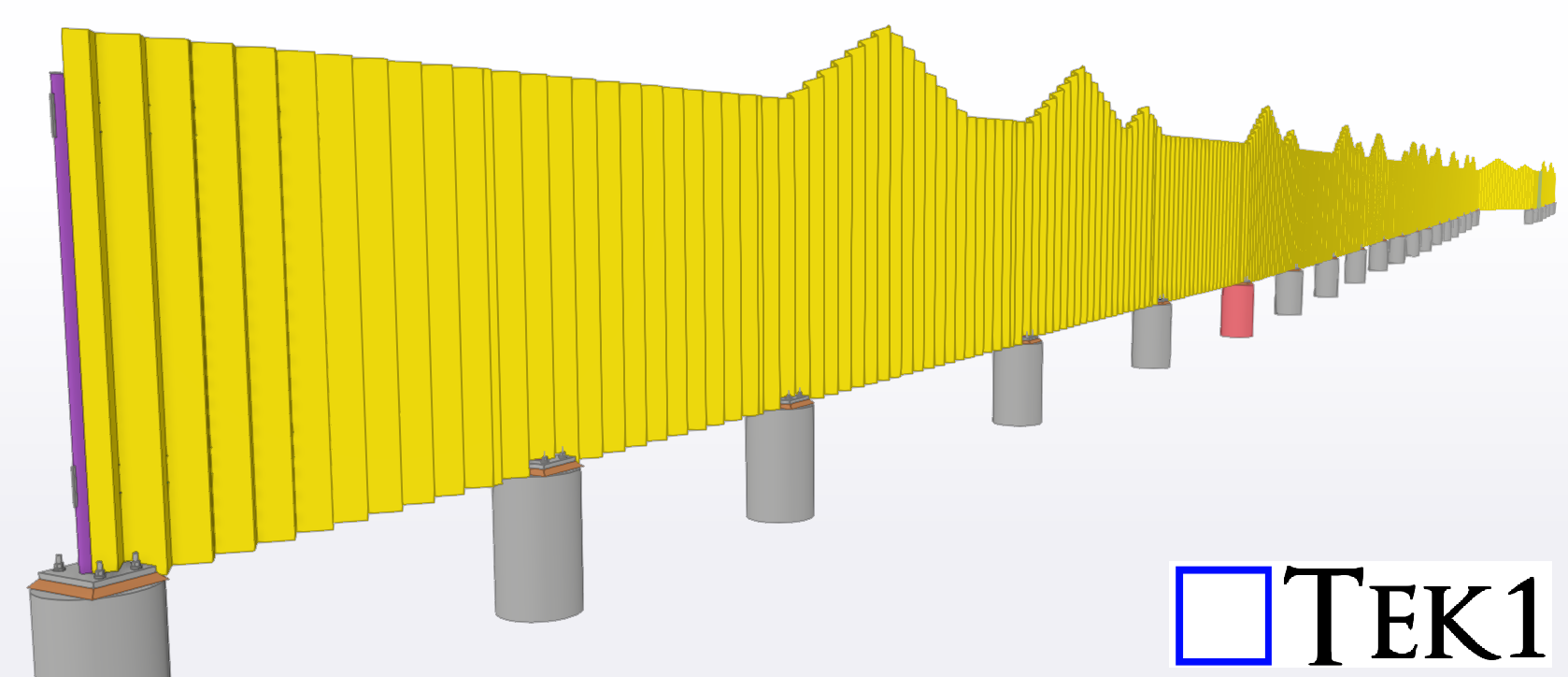
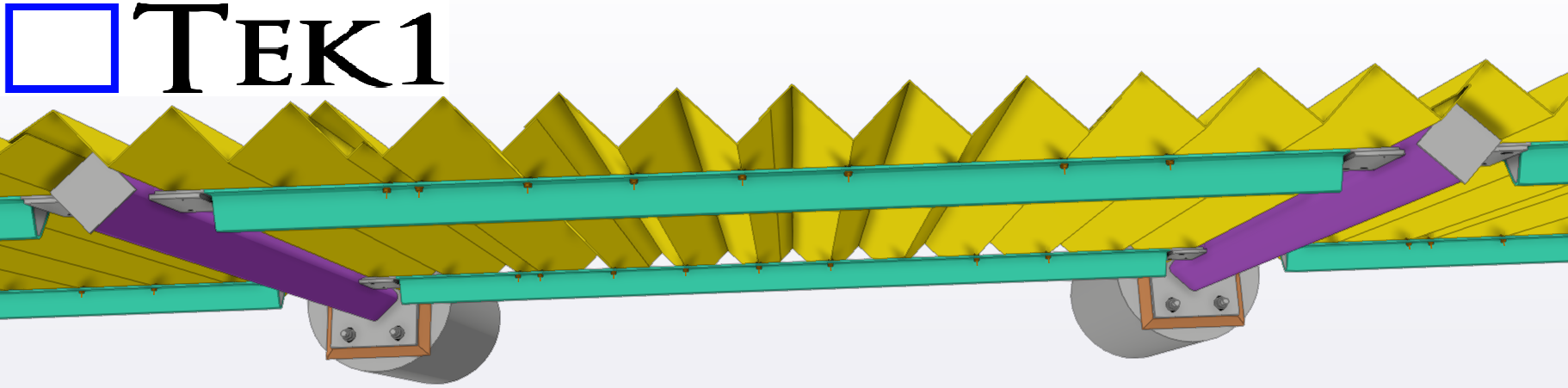
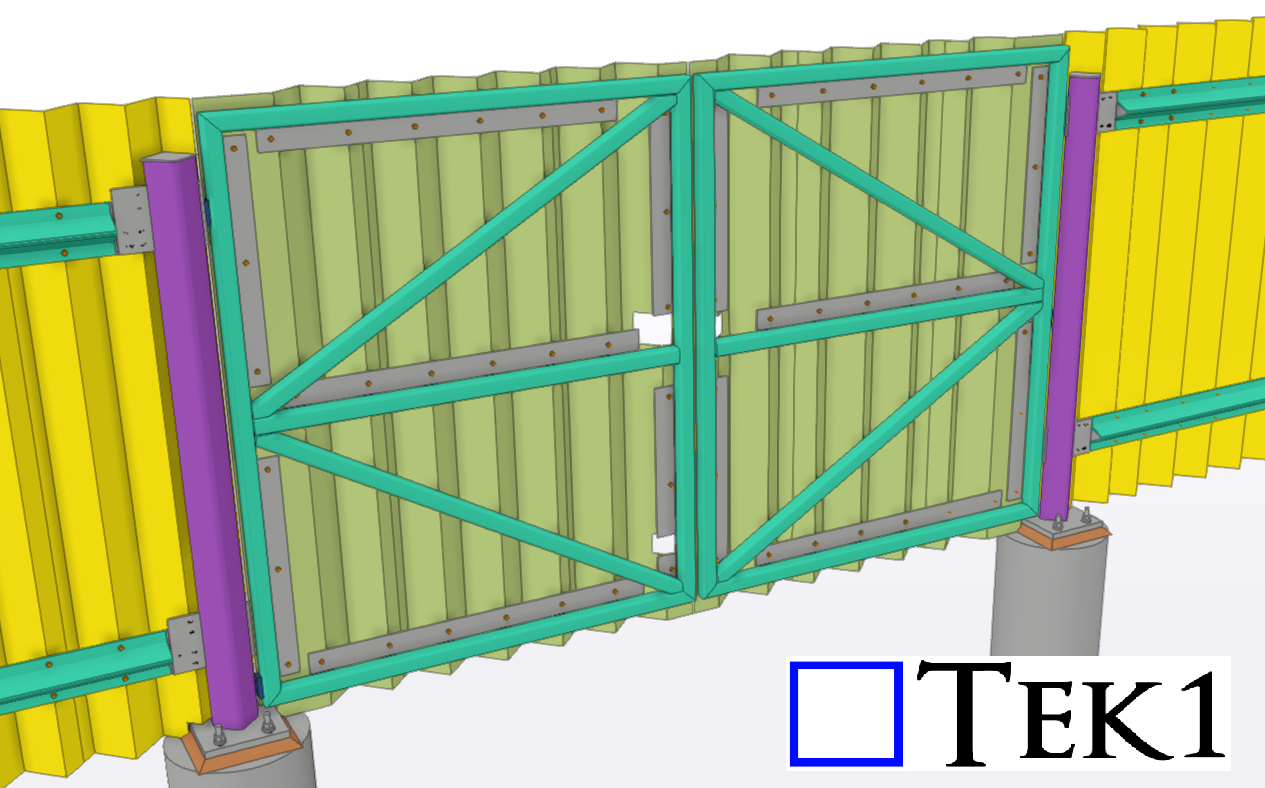
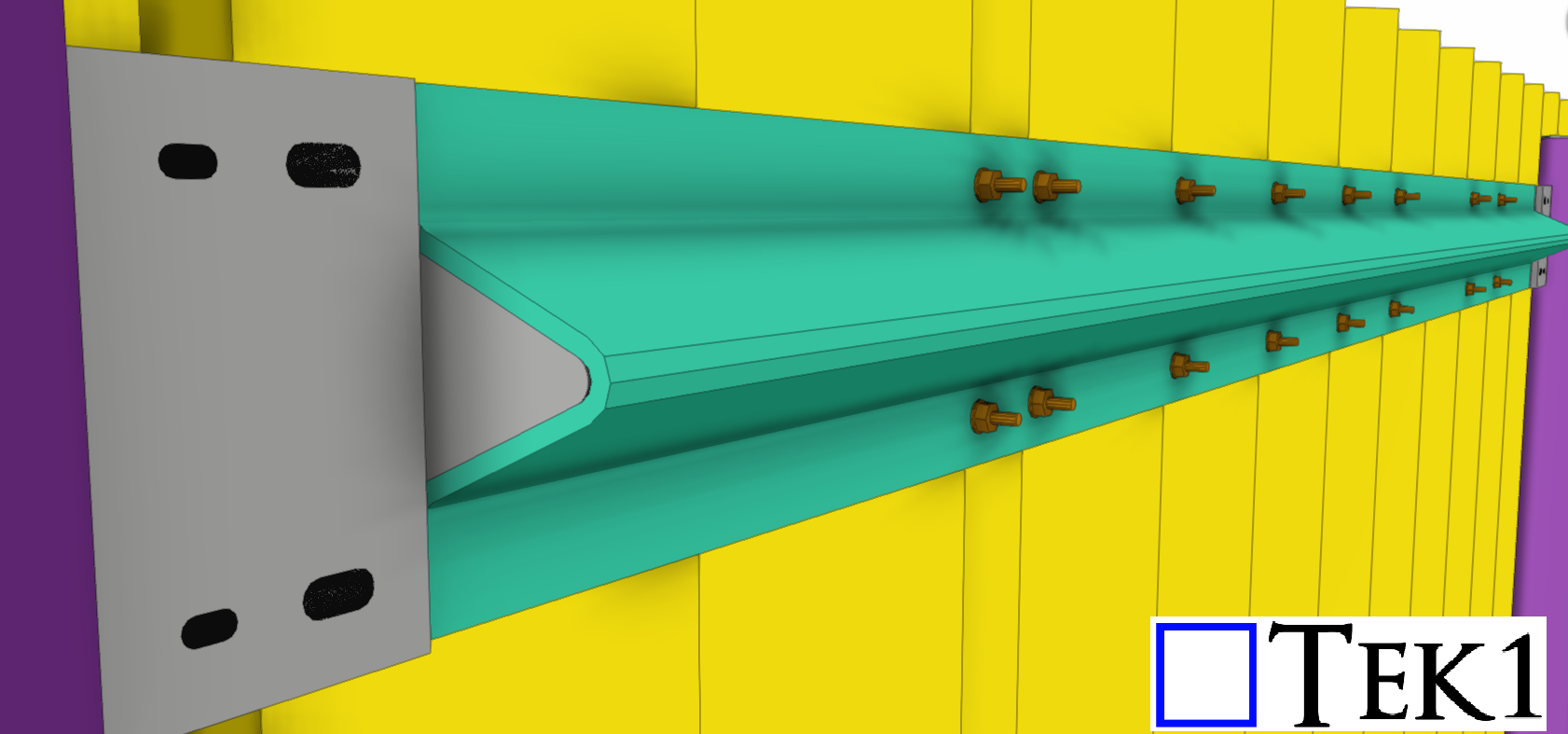
In one case, an engineer specified a curved SHS (Square Hollow Section) beam.
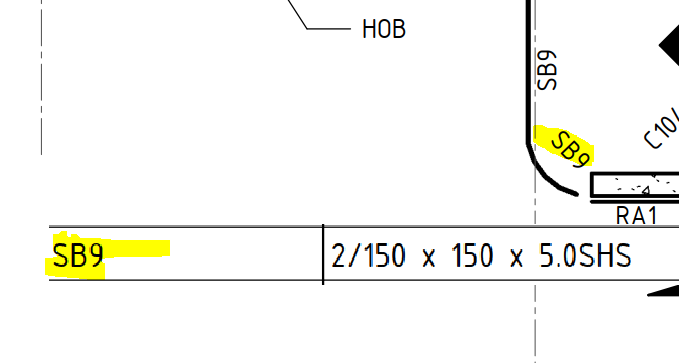
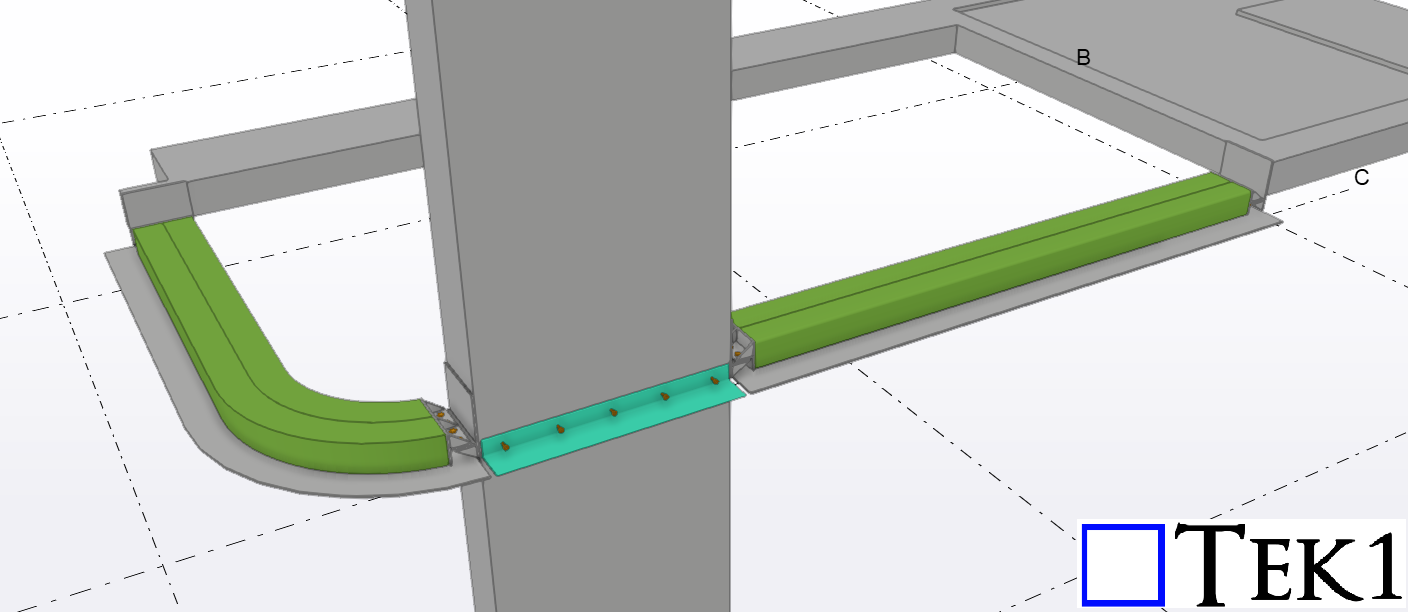
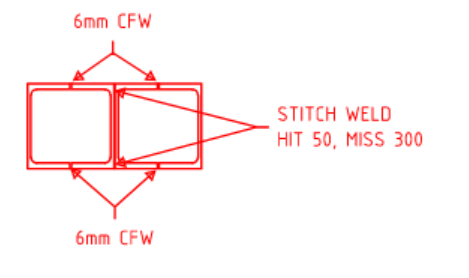
While this profile met the structural requirements, bending an SHS beam is a challenging process .There are fabrication limitations. Instead, we suggested using two PFCs (Parallel Flange Channels), which are much easier to bend.
Before making the change, we sought the engineer’s approval, and they confirmed the modification. By doing so:
- We avoided delays in fabrication.
- We ensured the project stayed on schedule.
Why This Matters
If we had followed the original design without questioning it, the fabricator would have requested changes due to the difficulty of bending an SHS beam. This would have caused delays and disrupted the project timeline.